Soustruhy s osou C mají řízení osy C. To znamená, že makra pro tyto soustruhy mohou otáčet vřetenem a odečítat aktuální úhel pootočení. Můžete definovat osu C v serverové aplikaci NC brána. Informace, jak to provést, viz dokumentace NC brány.
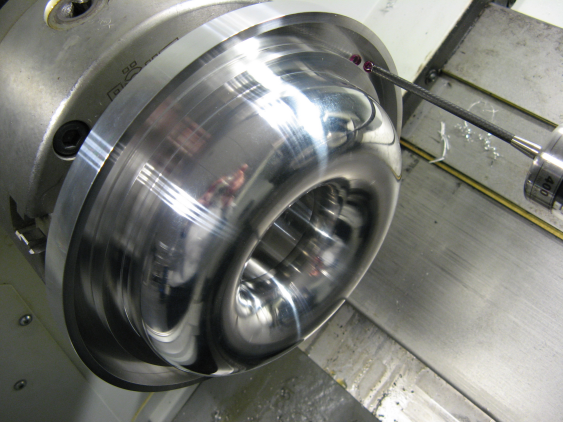
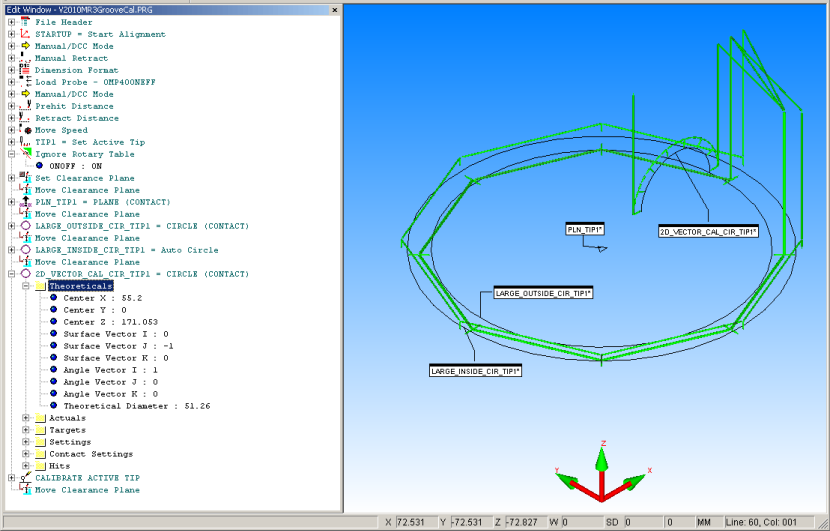
Aplikace PC-DMIS NC byla upravena v návaznosti na dialogová okna v PC-DMIS Vision pro získání kalibrace drážky, kde jsou sondovány jak vnitřní, tak vnější průměr. Příklad kalibrace drážky je zobrazen dole:
Příklad kalibrace drážky
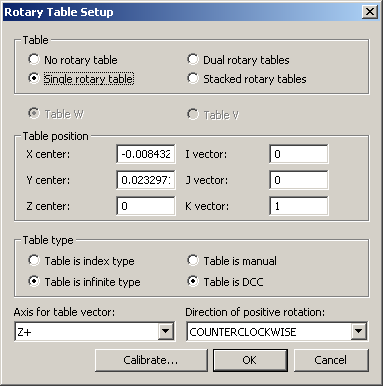
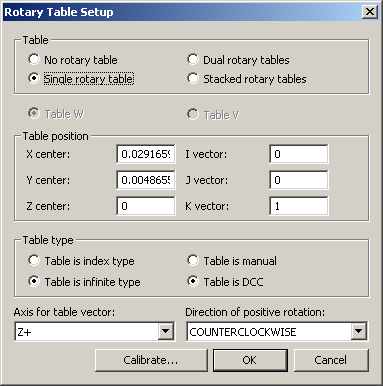
K otevření dialogového okna Nastavení otočného stolu vyberte Upravit | Preference | Nastavení otočného stolu a přesvědčte se, že je vybrána možnost Jeden otočný stůl. Vymažte posuny, jestliže kalibrujete zcela od začátku, jak je zobrazeno níže:
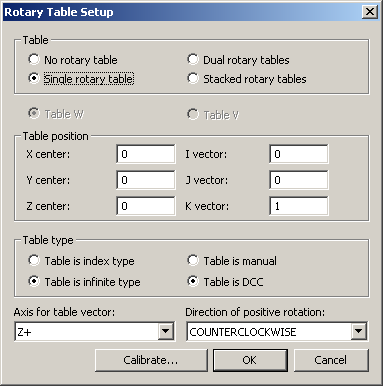
Dialogové okno Nastavení otočného stolu
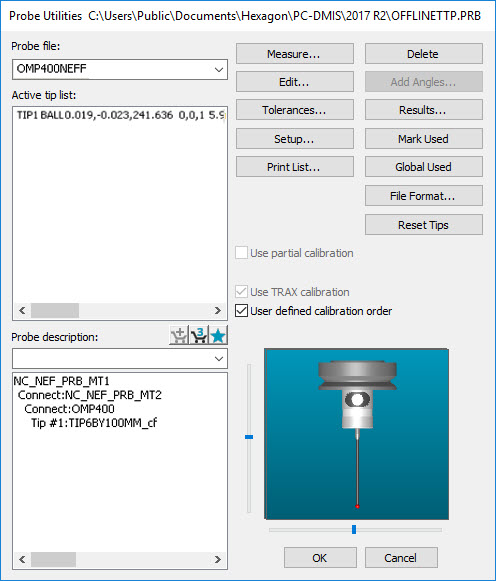
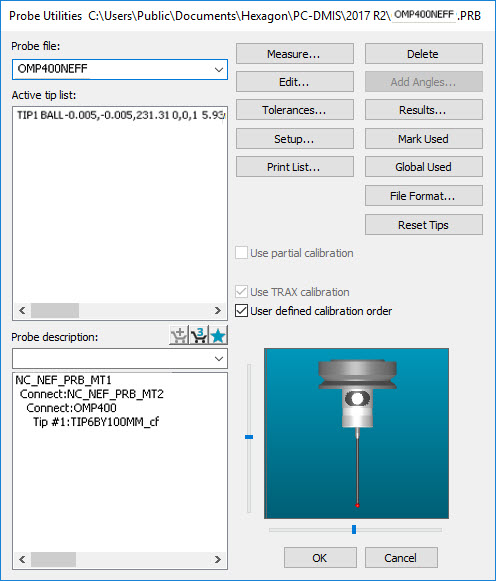
Vyberte nebo vytvořte hrot s použitím dialogového okna Utility sondy:
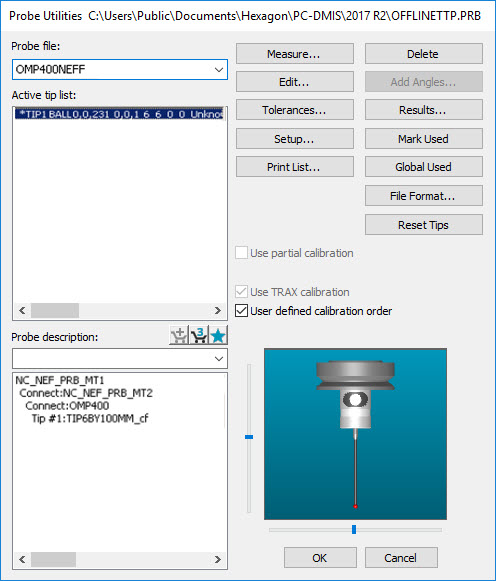
Dialogové okno Utility sondy
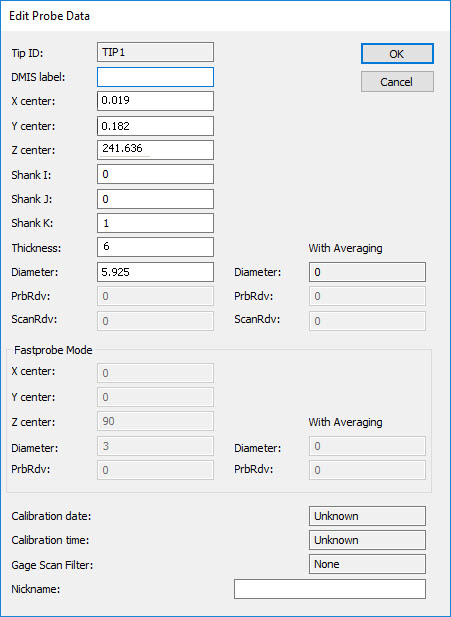
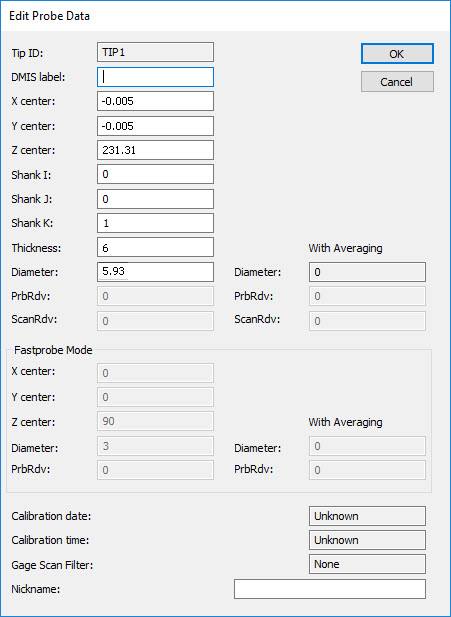
V dialogovém okně Utility sondy klikněte na Upravit k zobrazení nebo úpravě dat sondy. Klikněte na OK pro převzetí změn a návrat do předchozího dialogového okna, nebo klikněte na Zrušit pro návrat bez uložení.
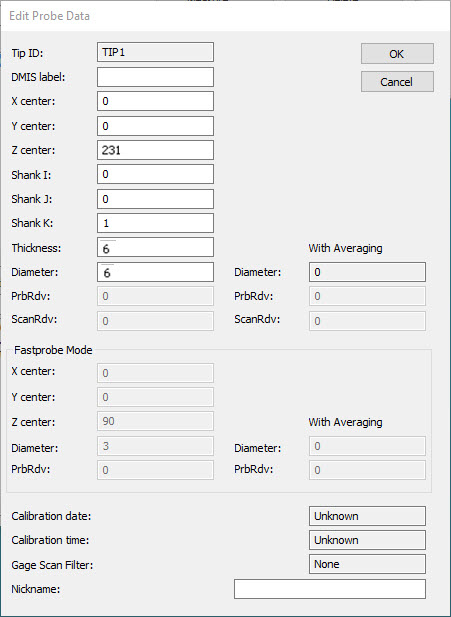
Dialogové okno Upravit data sondy
V dialogovém okně Utility sondy klikněte na Nastavení k zobrazení nebo nebo úpravě, a nastavte hodnoty nastavení sondy dle potřeby. Klikněte na OK pro převzetí změn a návrat do předchozího dialogového okna, nebo klikněte na Zrušit pro návrat bez uložení.
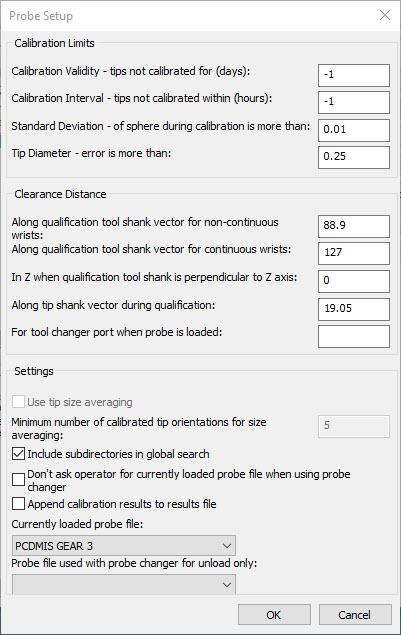
Dialogové okno Nastavení sondy
V dialogovém okně Utility sondy PC-DMIS klikněte na Měřit a vyberte prstencový nástroj, jak je patrné dole:

Dialogové okno Změřit sondu
Klikněte na Upravit nástroj pro aktualizování parametrů drážky nebo pro vytvoření nového nastavení nástroje. Objeví se dialogové okno Upravit nástroj soustruhu:
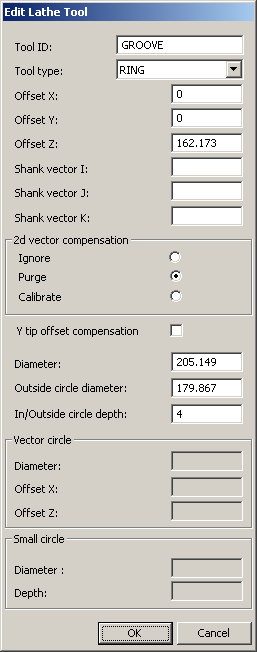
Dialogové okno Upravit nástroj soustruhu
V tomto případě se měří do hloubky 4 mm v drážce v Z=162,173 mm s vnější kružnicí o průměru 179,867mm, vnitřní kružnicí o průměru 205,149 mm a roviny s posunutím rovnajícím se vzdálenosti před zásahem za kružnicí 205,149. Po dokončení klikněte na OK pro návrat do dialogového okna Měřit sondu. Klikněte na Měřit pro vytvoření kalibračního postupu měření v okně Upravit.
Kalibrace na kruhu místo drážky se provádí tak, že se udělá Vnější průměr kružnice větší než Vnitřní průměr kružnice.
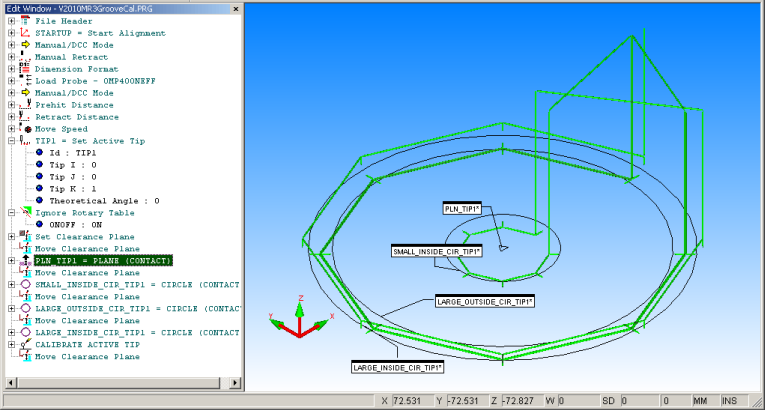
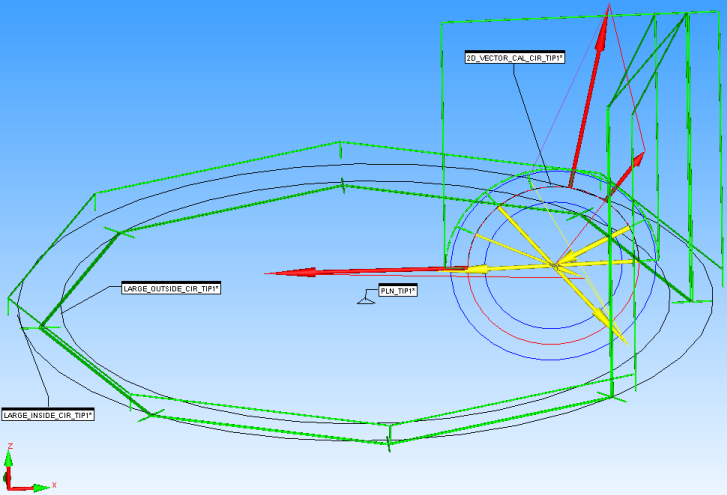
Prohlédněte si trajektorie a zkontrolujte dráhu v okně grafického zobrazení, jak je zobrazeno níže:
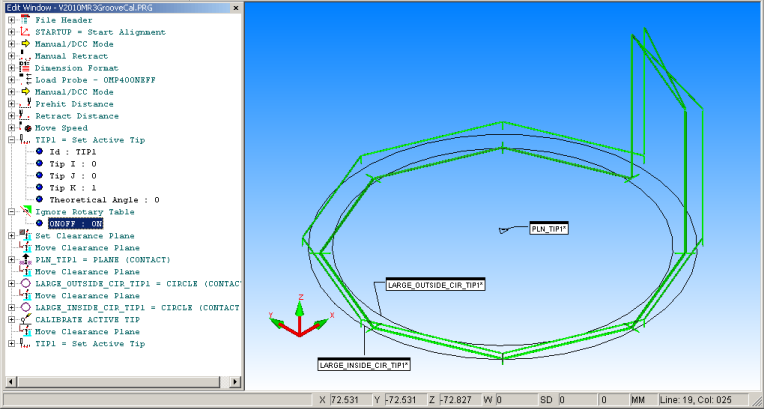
Zobrazení trajektorií kalibrace drážky
Tato kalibrace ignoruje jakékoli posuny způsobené posunem hrotu sondy v ose Y. Je robustní tím, že umožňuje rekalibraci s použitím aktuálních hodnot a v praxi poskytla obdobné výsledky jako následující kalibrace, která přidává navíc malou kružnici pro kompenzaci posunu v ose Y.
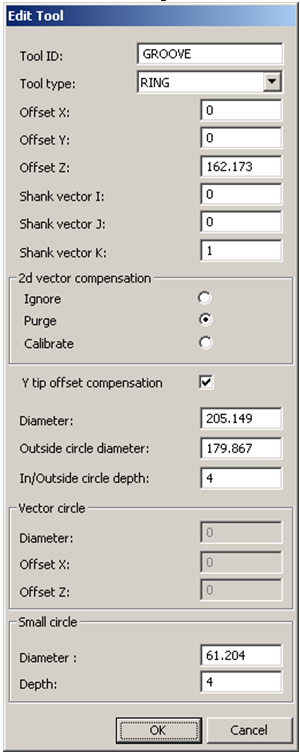
Dialogové okno Upravit nástroj
V tomto případě se měří do hloubky 6 mm v drážce v Z=162,173 mm s vnější kružnicí o průměru 179,867 mm, vnitřní kružnicí o průměru 205,149 mm, roviny s posunutím rovnajícím se vzdálenosti před zásahem za kružnicí 205,149 a nakonec volitelnou vnitřní kružnicí o průměru 61,204 mm. Tato poslední kružnice se používá, jestliže je vyžadován posun v ose Y.
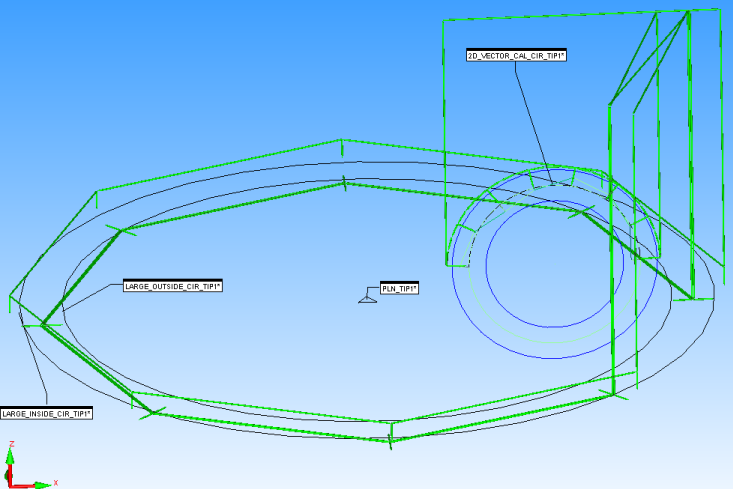
Po dokončení klikněte na OK pro návrat do dialogového okna Měřit sondu. Klikněte na Měřit pro vytvoření kalibračního postupu měření v okně Upravit. Prohlédněte si trajektorie a zkontrolujte dráhu v okně grafického zobrazení, jak je zobrazeno níže:
Zobrazení dialogového okna kalibrace drážky s volitelnou vnitřní kružnicí
Pro vytvoření rutiny měření CNC vyberte položku nabídky Operace | CNC Programování | Vytvořit CNC rutinu měření.
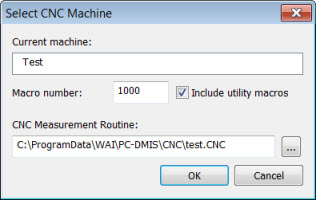
Dialogové okno Vybrat CNC stroj
Objeví se nové dialogové okno CNC postup měření jak zobrazeno níže:
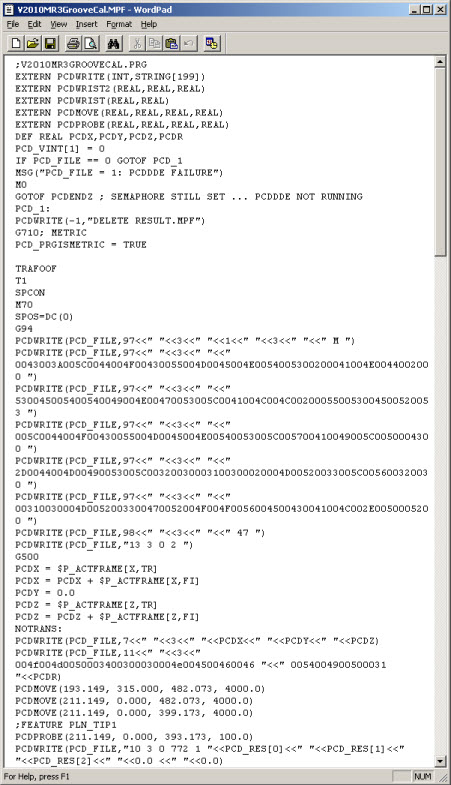
Výstupní soubor CNC kalibračního postupu měření
Standard je nyní pro nekruhové pohyby v drážce, neboť kruhový pohyb je přirozeně dosahován soustruhem.
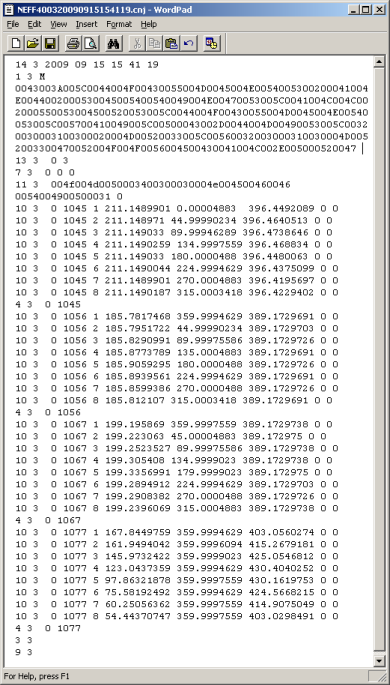
Zkopírujte kalibrační postup měření do řídicí jednotky a nechte jej běžet, aby se vytvořit níže uvedený Deníkový soubor:
Tento deníkový soubor byl upraven z dat sebraných během testování V43B překopírováním souboru a identifikačního čísla stroje a prvku ze souboru .mpf vytvořeného PC-DMIS v2010.
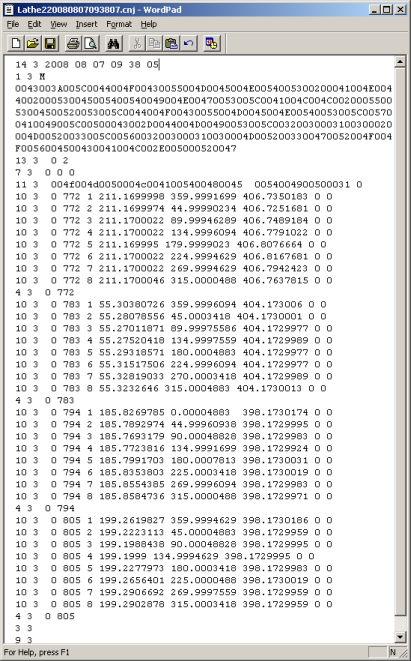
Výstupní Deníkový soubor CNC
K ověření, že kalibrace sondy byly aktualizovány otevřete dialogové okno Utility sondy:
Aktualizované dialogové okno Utility sondy
Klikněte na Upravit k zobrazení aktualizovaných podrobností.
Pro porovnání, první obrázek dole je příkladem kalibrace, která používá všechny tři kružnice.
Obrázek dole je příkladem rozdílu, který se projeví, když se použijí jen dvě kružnice.
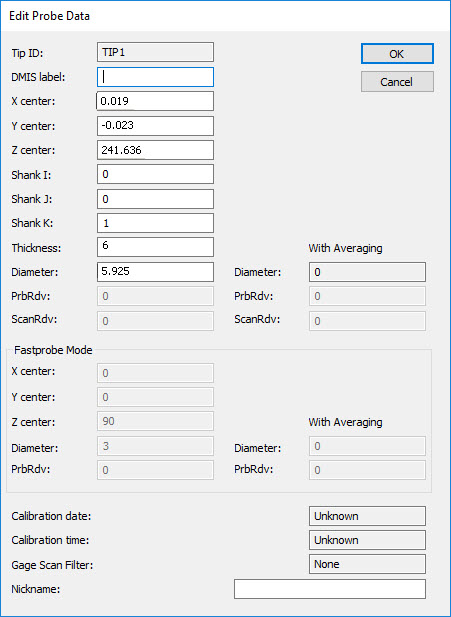
Porovnání dialogových oken Upravit data sondy
Stejný Deníkový datový soubor byl upraven jako předtím pro použití v obou případech.
Přejděte do možnosti nabídky Nastavení otočného stolu z Upravit | Preference | Nastavení otočného stolu, abyste viděli aktualizace posunu hrotu sondy od středu otáčení:
Aktualizované dialogové okno Nastavení otočného stolu
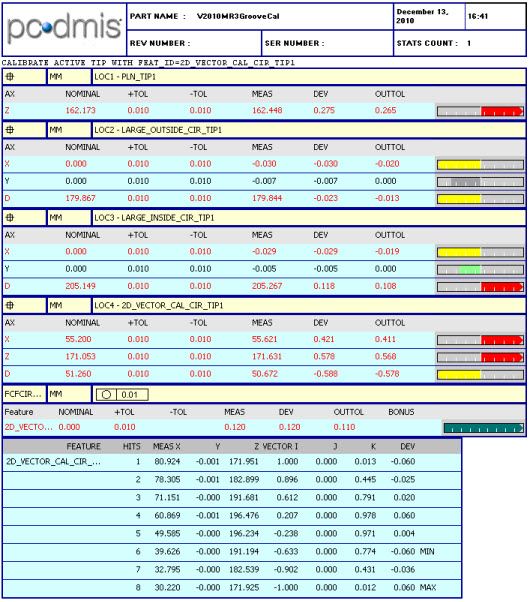
Je názorné formátovat kalibrační postup měření v PC-DMIS k vytvoření protokolu. Jak je vidět dole, odchylky jsou červeně, protože poskytnuté nominály jsou tak daleko od pravdy pro tento kalibrační artefakt.
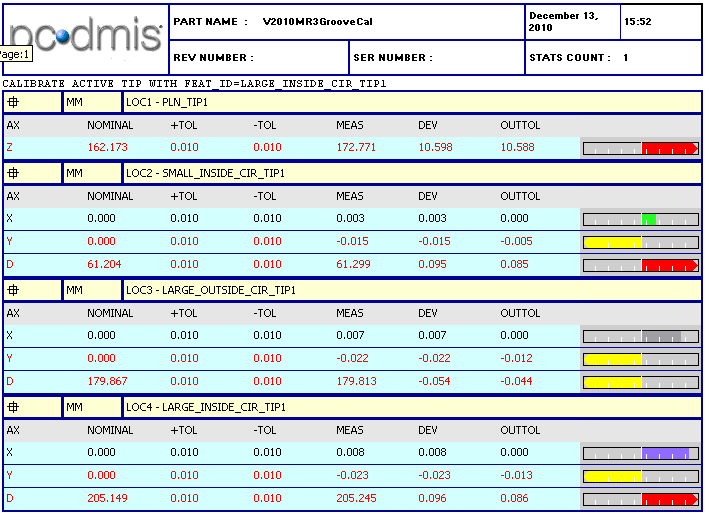
Dialogové okno Kalibrační protokol PC-DMIS
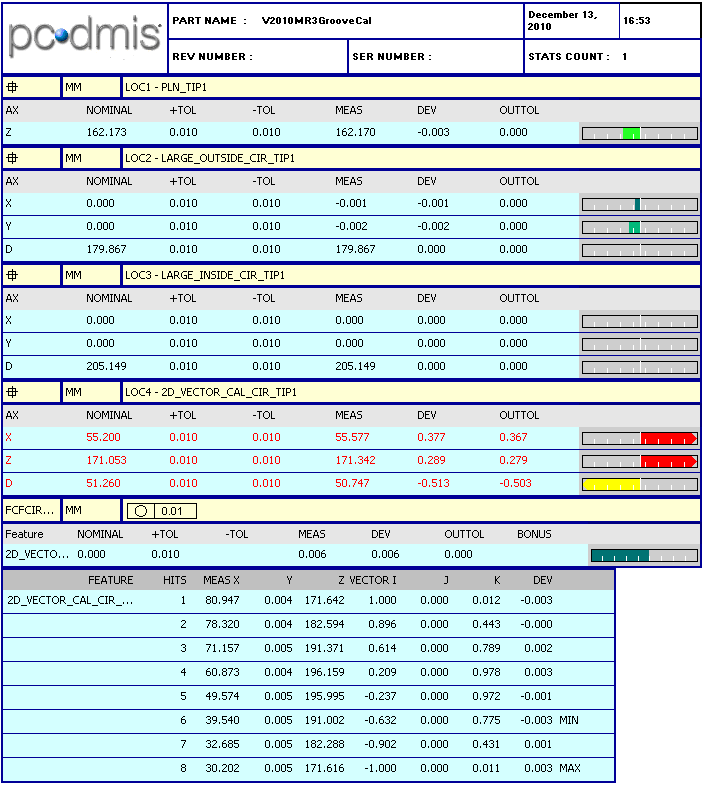
Je možné provést kontrolu správnosti řešení vypnutím prvku Označení kalibrace sondy v programu dílu, vypnutím prvku Ignorovat otočný stůl a novým spuštěním Deníkového souboru, jakoby běžel postup měření normálního měření pro kontrolu, zda jsou výsledky téměř tak dokonalé, jak je zobrazeno níže:
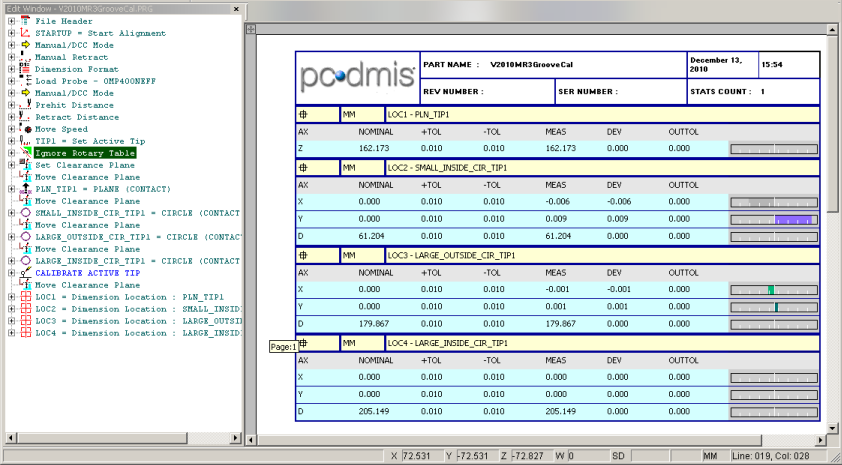
Dialogové okno Aktualizovaný protokol PC-DMIS
V praxi nebylo dosud pozorováno žádné znatelné zlepšení přesnosti měření vložením malé kružnice. Vytvoří obrazec posunutí Y v nastavení otočného stolu. Pamatujte na výše uvedenou námitku, že se doporučuje tuto možnost ignorovat, pokud není absolutně nezbytná.
Vektorová 2D kalibrace byla přidána ke kalibraci drážky pro kompenzaci odchylky kruhovitosti kuličkového hrotu. Kalibrace drážky měří jen ve třech bodech na hrotu, takže toto může být nedostatečné. Vektorová kalibrace měří řadu bodů okolo kruhového profilu.
Jako příklad, pro použití profilu torusu popsaného výše, přidejte průměr kružnice do dialogového okna Upravit nástroj v dále uvedené zvýrazněné poloze a přidejte posun osy X od středu kružnice do posledního upravitelného pole v dialogovém okně:
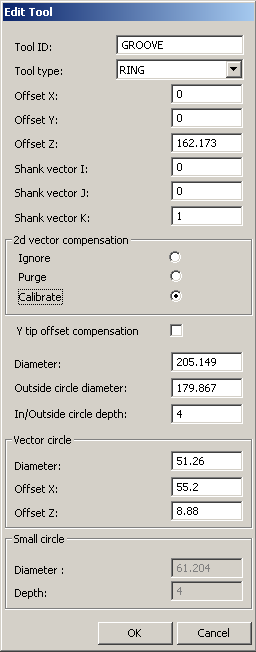
Dialogové okno Upravit nástroj pro vektorovou kalibraci
Vygenerovaný postup měření je zobrazen níže:
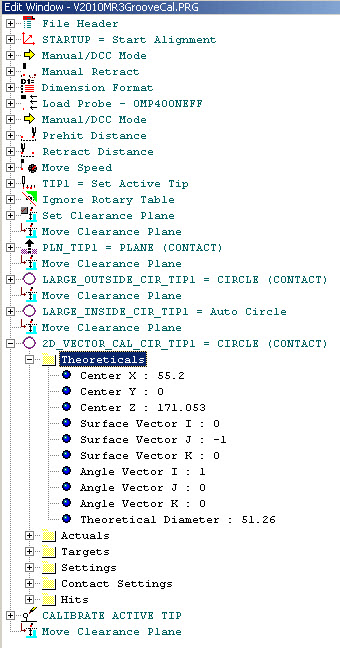
Vygenerovaný postup měření pro kalibraci vektoru
Toto vytvoří kalibrační postup měření stejný jako předchozí, ale doplněný o měření profilu, které se používá pro vytvoření vyhledávací tabulky vektoru versus poloměr hrotu.
Dialogové okno kalibrace vektoru
Pro vytvoření rutiny měření CNC vyberte položku nabídky Operace | CNC Programování | Vytvořit CNC rutinu měření.
Zkopírujte kalibrační postup měření do řídicí jednotky a nechte jej běžet, aby se vytvořit níže uvedený Deníkový soubor:
Výstupní Deníkový soubor vektorové kalibrace
Otevřete dialogové okno Utility sondy (Vložit | Definice hardwaru | Sonda) a ověřte, že kalibrace sondy jsou aktualizované:
Dialogové okno Utility sondy po vektorové kalibraci
Klikněte na Upravit k zobrazení nového nastavení po dokončení Vektorové kalibrace:
Dialogové okno Upravit data sondy po vektorové kalibraci
Přejděte do dialogového okna Nastavení otočného stolu (Upravit | Preference | Nastavení otočného stolu), abyste viděli aktualizaci posunu hrotu sondy od středu otáčení:
Dialogové okno Nastavení otočného stolu po vektorové kalibraci
Jestliže byla provedena druhá vektorová kalibrace po jednoduší kalibraci drážky nebo kruhu, neměli byste vidět žádný významný rozdíl hodnot v žádném z výše uvedených dialogových oken, protože přidání možnosti druhé vektorové kalibrace kalibruje jen profil hrotu sondy.
Při spuštění uložených Deníkových souborů pro kalibraci a rekalibraci s vybranými různými možnostmi je důležité se přesvědčit, že také souhlasí dialogové okno nástroje. Jestliže se například spustí postup měření jednoduché kalibrace drážky (bez druhé vektorové kalibrace) a příslušný Deníkový soubor, ale dialogové okno nástroje obsahuje hodnoty pro druhou vektorovou kružnici, je výsledkem špatná kalibrace. Tento scénář nenastane, když vytváříte čerstvé kalibrace na stroji, protože dialogové okno nástroje vždy souhlasí při vytváření čerstvé kalibrační rutiny měření.
Je názorné formátovat kalibrační postup měření v PC-DMIS k vytvoření protokolu. V tomto případě nás také zajímá obraz kruhovitosti u měření profilu:
Protokol PC-DMIS Report s kalibračním postupem měření s rozměry
Zahrnutí grafického náhledu Kruhovitosti je také názorné, jak je ukázáno níže:
Grafické zobrazení Kruhovitosti
Tak jako dříve je možné provést kontrolu správnosti řešení vypnutím prvku Označení kalibrace sondy v programu dílu, vypnutím prvku Ignorovat otočný stůl a novým spuštěním Deníkového souboru, jakoby běžel postup měření normálního měření pro kontrolu, zda jsou výsledky téměř tak dokonalé, jak je zobrazeno níže:
Aktualizovaný protokol PC-DMIS po vektorové kalibraci
Jak je ukázáno níže, obrázek Kruhovitosti je téměř dokonalý:
Aktualizovaný grafický náhled po vektorové kalibraci