在车床上进行测试快 3D 测量的示例如下所述:
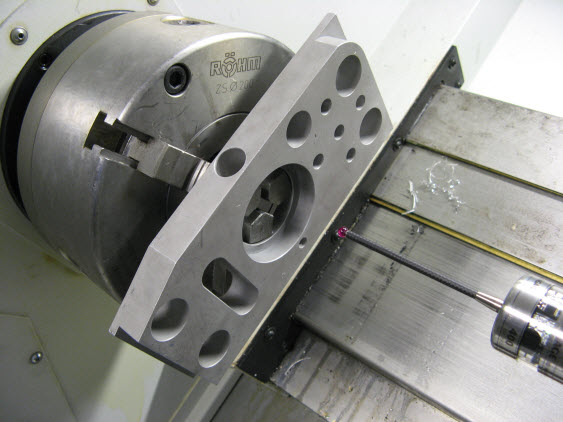
通过大的中心洞来将测试块装到车床卡盘上。
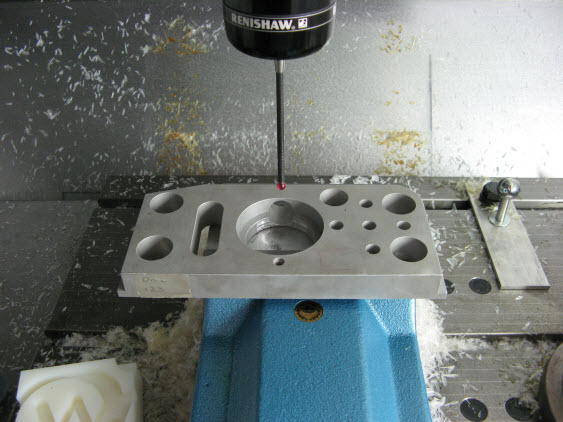
使用 PC-DMIS NC 在 CMM 或铣床上执行常规的 PC-DMIS 测试测量例程。
Fanuc 21i/M 磨床的测量示例
Siemens NEF400 车床的测量示例
PC-DMIS NC 执行 Fanuc21i/M 磨床上所用的相同测量例程,并得出精度为 10 微米的块上的特征结果。Siemens NEF400 车床上配备 OMP400 测头,而 Fanuc 21i/M 磨床上配备 MP700 测头。
无论哪种情况,两种 PC-DMIS 测量例程设置之间并无多少区别,只是所要求的车床选择不一样 - 测量例程中的测头、CAD 转换和零件坐标系保持不变。
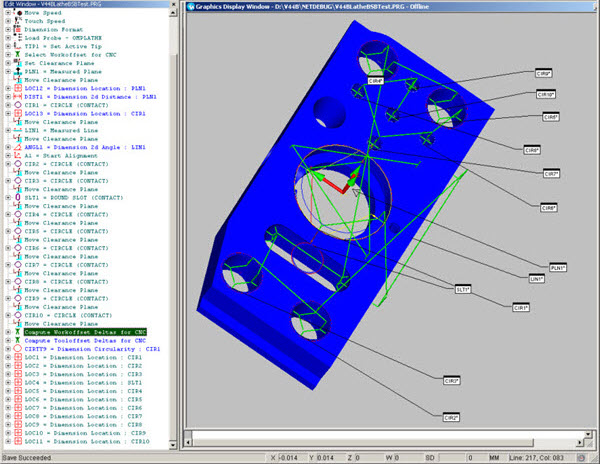
测试块测量例程
要访问块 (X<0) 左手边的点,矩形到极坐标图的转换形成所需旋转的块,确保点位于 X 轴(其中,X>0)上。Siemens 宏的进一步修改可计算主轴速度,以使主轴同时运动,因所插入的XZ轴运动很像插入的 XYZ 轴运动,尽管车床没有 Y 或 C 轴。
然而应注意的是,在恰当的 XYZ 轴机器(如 Fanuc 磨床),3D 运动将在一直在线不是弧上的点做矢量。但对于小范围逼近距离的测量运动,错误是不显著的。直的路线形成电弧还意味着不能总是依靠碰撞检测。当然,对于不要求主轴运动的测量运动,不会出现这样的测量错误,但为在以上零件中达到此目的,需要对从铣床复制过来的测量例程做一些修改。
由 PC-DMIS 生成的测量例程与使用 Siemens 840D 机器的标准 3D 测量略有不同。
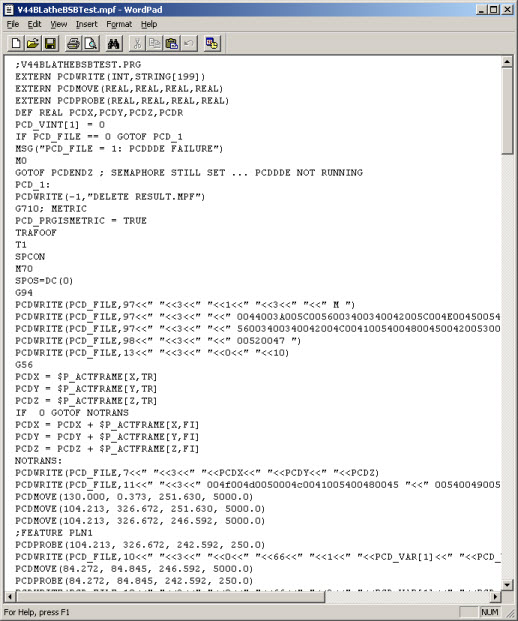
PC-DMIS测量程序
这里为 PCD_VAR[] 变量中返回的 PC-DMIS 结果,但 v2010 和之后的版本避免使用这些用户变量,不过会返回新的 UGUD 变量 PCD_RES[] 中的结果。
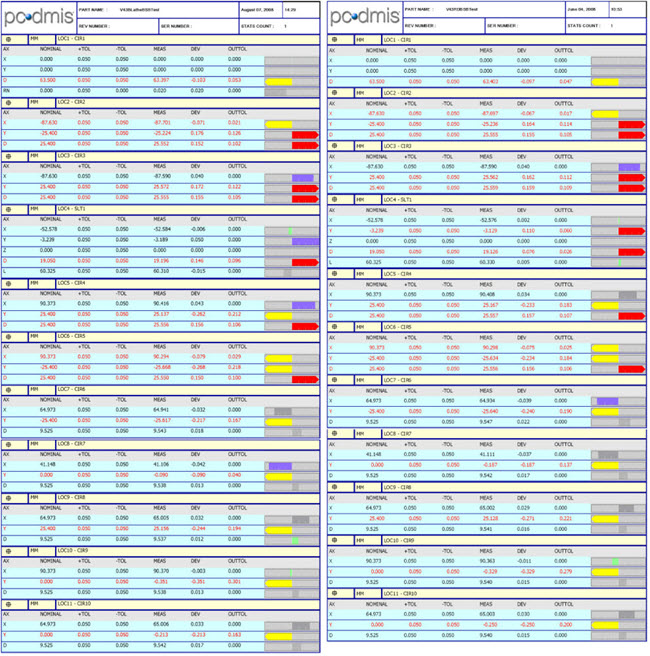
比较 Siemens NEF 400 车床测量结果和 CMM 以同样方式对同样零件的测量之间显示一定协调性:
单个圆测量比较 - 左边是Siemens车床结果,右边是CMM结果
以上结果在使用更新工件偏置之后获得,以修改零件的选择调整。
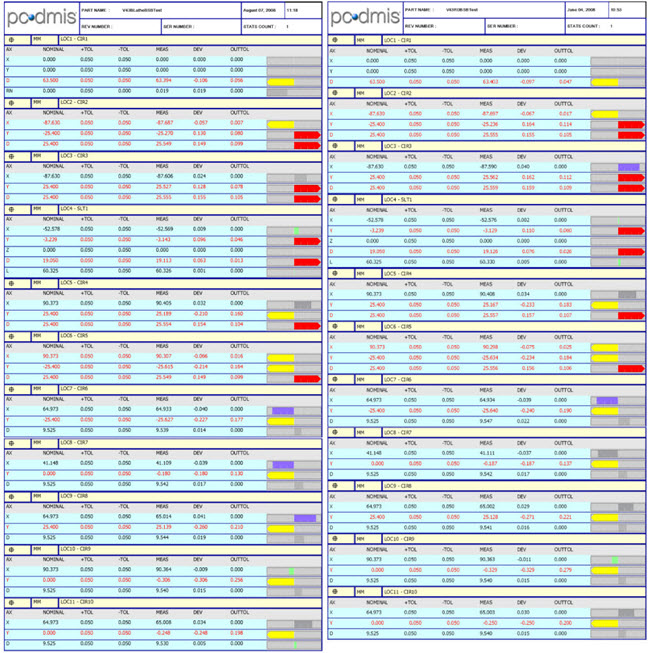
比较而言,使用校验的两个圆没有显示什么区别:
两个圆测量比较 - 左边是Siemens车床结果,右边是CMM结果
日志文件,如下显示:
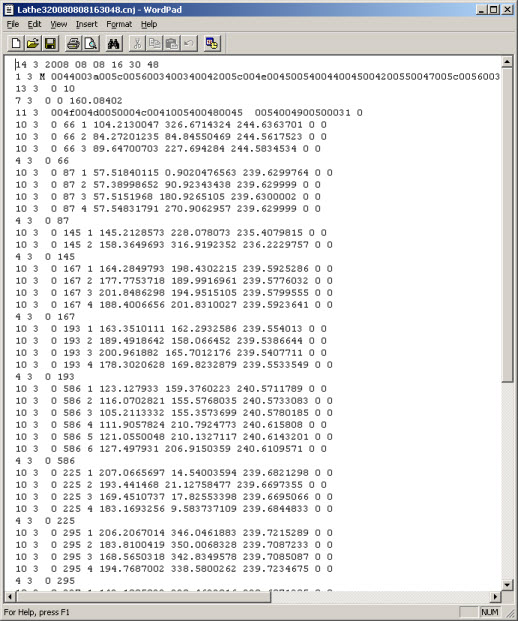
测量日志文件