C 軸車床擁有 C 軸控制項。即這些車床的巨集可圍繞主軸旋轉,讀回目前旋轉角度。您可以在NC閘道伺服器應用程式中定義C軸。關於如何進行此操作的資訊,請諮詢NC閘道文件。
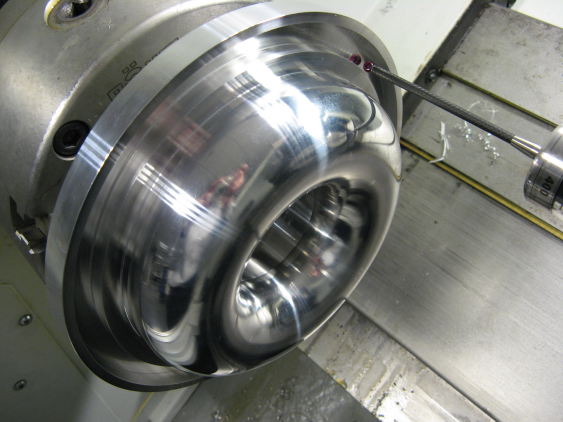
PC-DMIS NC 透過建立 PC-DMIS 影像測量 中的對話方塊來進行修正,以校準凹槽,其中內直徑和外直徑均經過測頭。校準凹槽範例如下所示:
凹槽校準範例
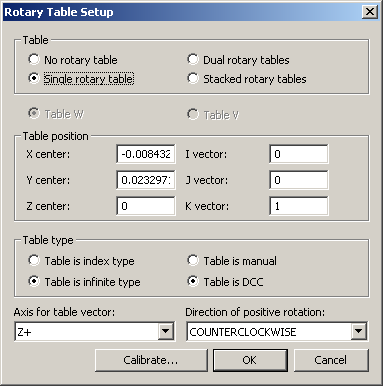
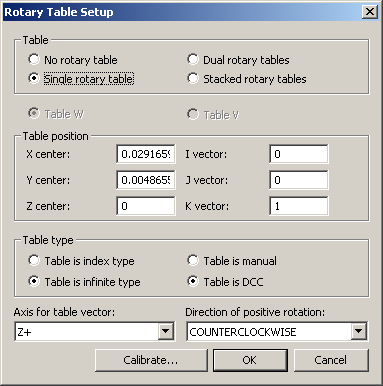
要打開轉檯設定對話方塊,請選取編輯 | 喜好設定 | 轉檯設定並確保選取單個轉檯選項。若從頭校準,則清除偏移,具體如下所示:
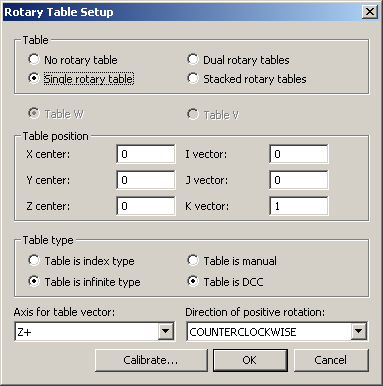
「旋轉臺設定」對話方塊
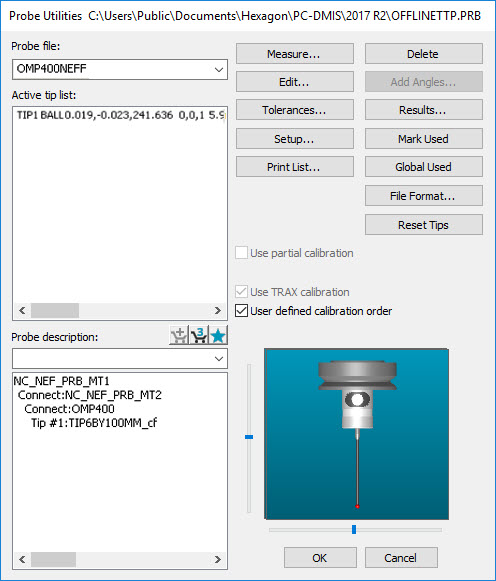
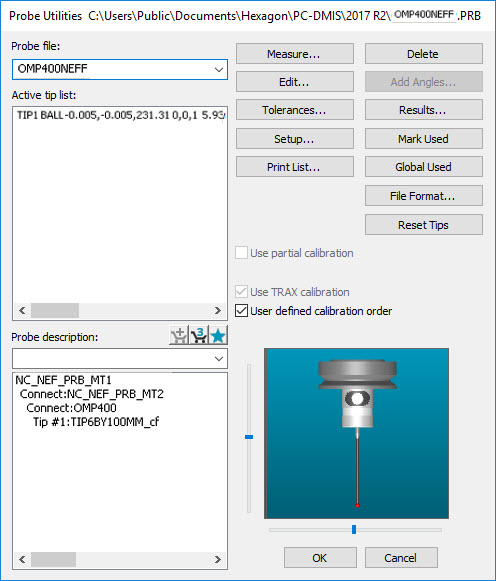
使用測頭公用程式對話方塊選取或建立測尖:
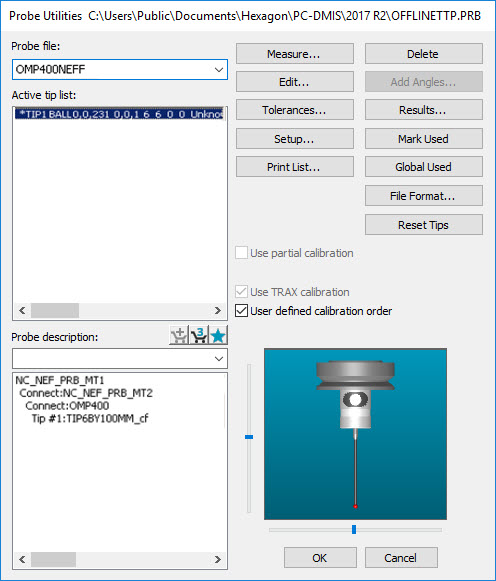
「測頭公用程式」對話方塊
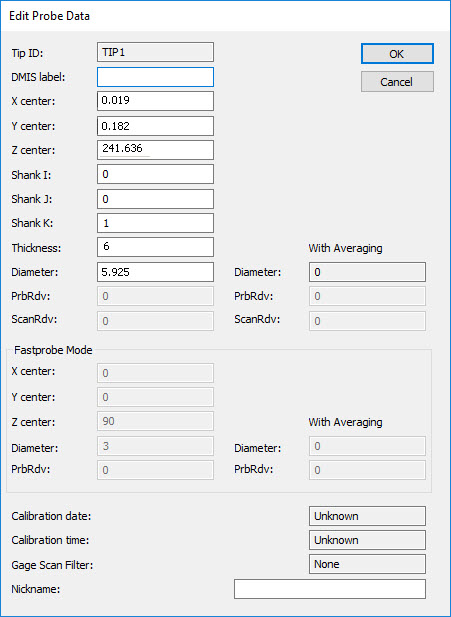
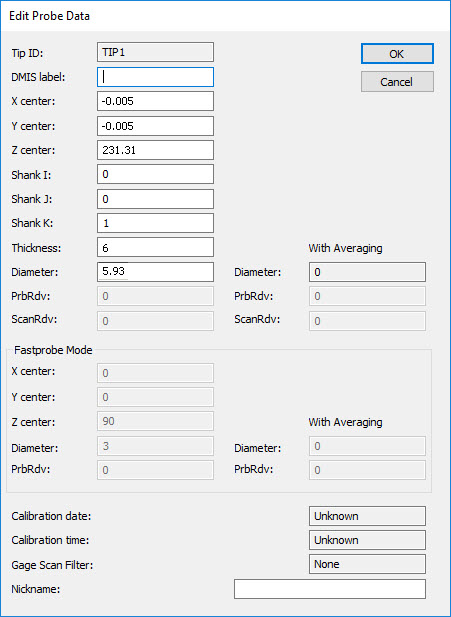
從測頭實用工具對話方塊中,按一下編輯來檢視或編輯測頭資料。按一下確定接受任何變更並返回之前的對話方塊,或者按一下取消以返回,而不儲存。
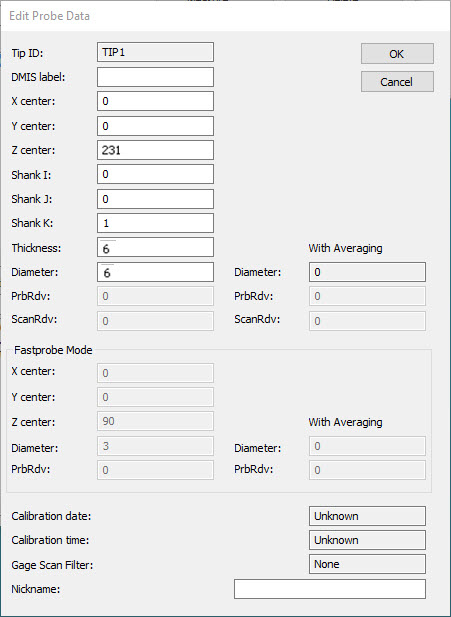
「編輯測頭資料」對話方塊
從測頭實用工具對話方塊中,按一下設定以根據需要檢視、編輯並設定測頭設定值。按一下確定接受任何變更並返回之前的對話方塊,或者按一下取消以返回,而不儲存。
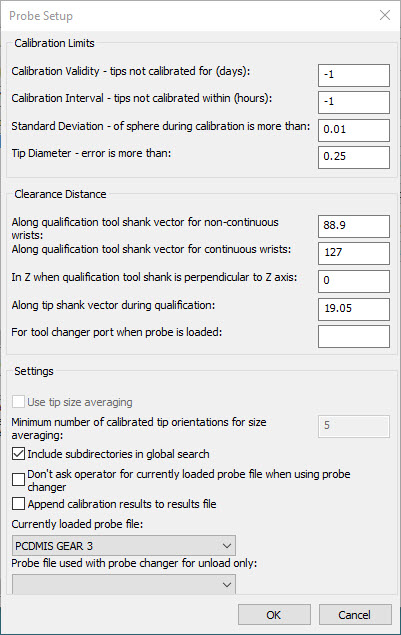
「測頭設定」對話方塊
按一下PC-DMIS測頭實用工具對話方塊中的測量並選取以下顯示的環工具:
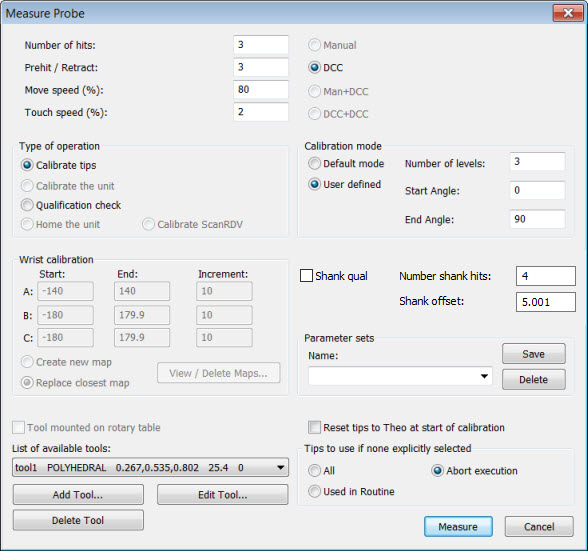
「測量測頭」對話方塊
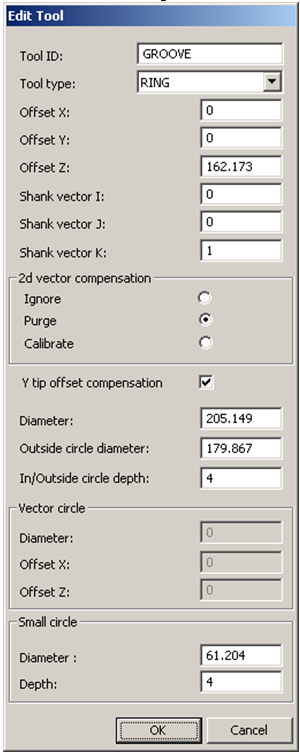
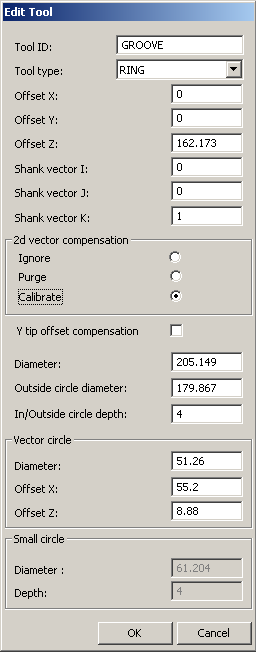
按一下編輯工具來更新凹槽參數或建立新工具設定。螢幕上會出現編輯車床工具對話方塊:
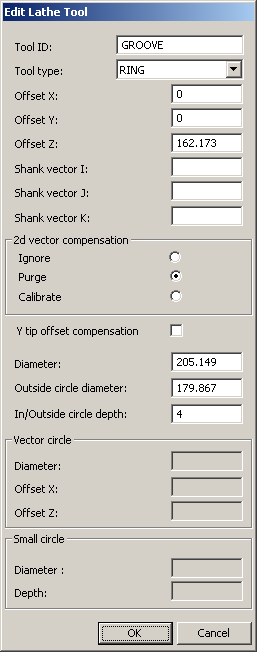
「編輯車床工具」對話方塊
測量 4 公釐深的凹槽,Z=162.173 公釐,外圓直徑為 179.867 公釐,內圓直徑為 205.149 公釐,偏移等於預碰距離,並超出 205.149 公釐圓的平面。完成後,按一下確定返回測量測頭對話方塊。然後,按一下測量,在編輯視窗中建立校準測量常式。
環上校準而不是凹槽校準,透過使外圓直徑大於內圓直徑得以實現。
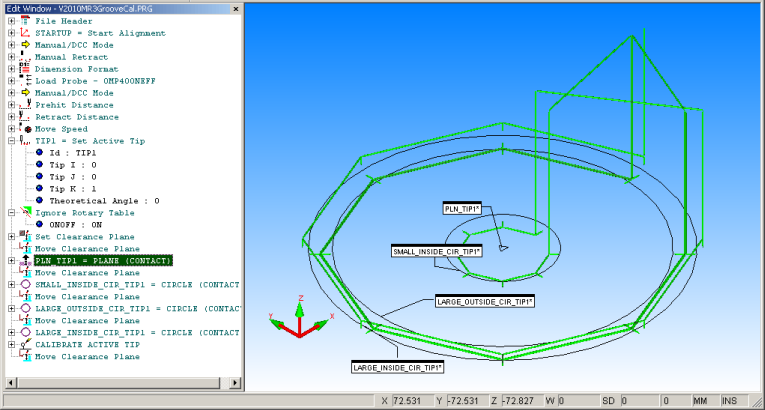
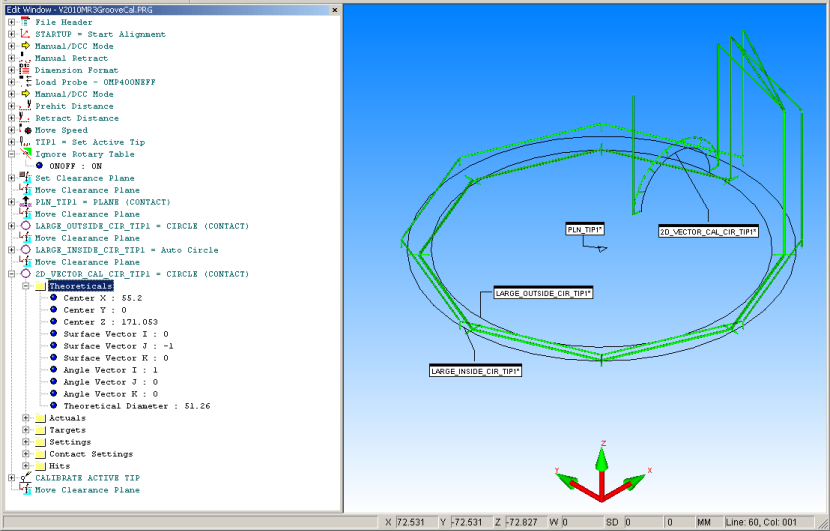
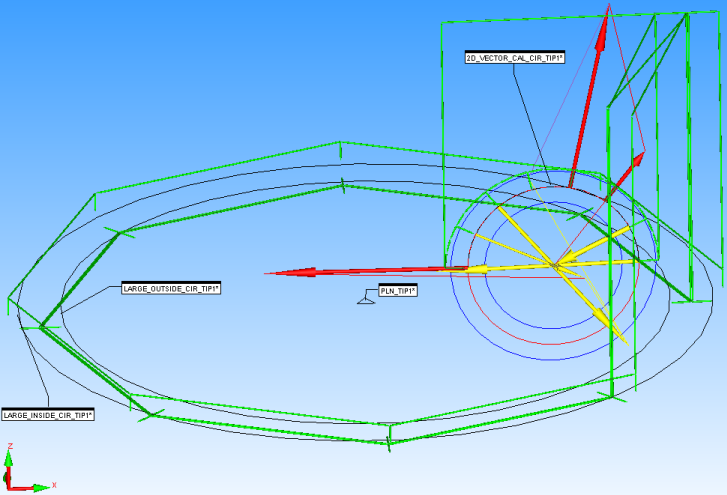
檢視路徑線,並檢查如下所示的「圖形顯示」視窗中的路徑:
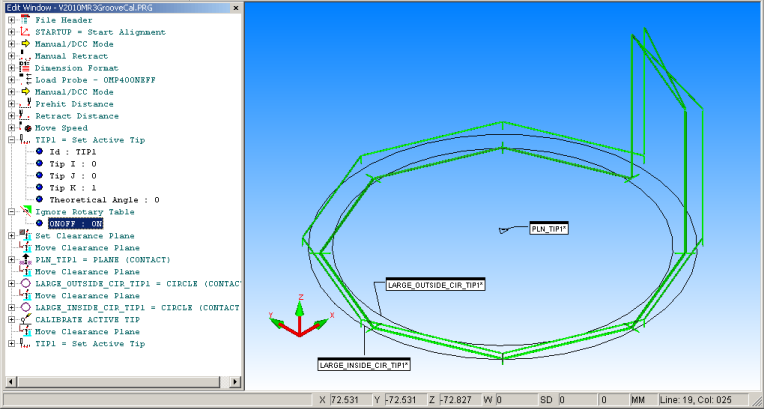
凹槽校準路線的顯示
此校準因測頭測尖偏移 Y 軸而忽略任何偏移。這仍可以,因其允許使用目前值來重新校準,實際上,賦予以下校準相似結果,該校準新增更小圓以補充 Y 偏移。
「編輯工具」對話方塊
建立 6 公釐深的凹槽,Z=162.173 公釐,外圓直徑為 179.867 公釐,內圓直徑為 205.149 公釐,偏移等於預碰距離,並超出 205.149 公釐圓的平面,最終可選的內圓直徑為 61.204 公釐。如果需要測頭 Y 偏移,則採用後面的圓。
完成後,按一下確定返回測量測頭對話方塊。按一下測量,在編輯視窗中建立校準測量常式。檢視路徑線,並檢查如下所示的「圖形顯示」視窗中的路徑:
顯示帶可選內圓的「凹槽校準」對話方塊
要建立CNC測量常式,請選取操作 | CNC 程式設計 | 建立 CNC 測量常式。
「選取 CNC 測量機」對話方塊
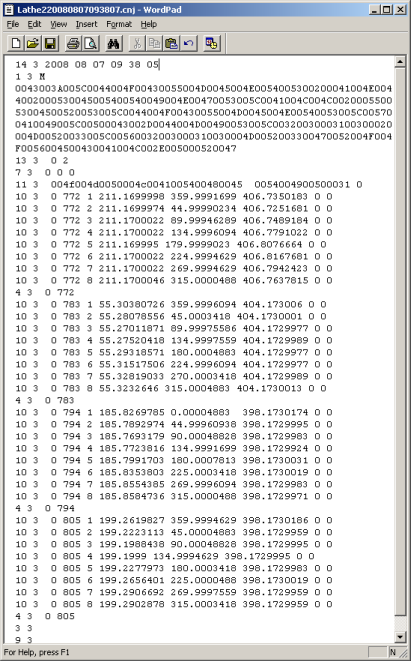
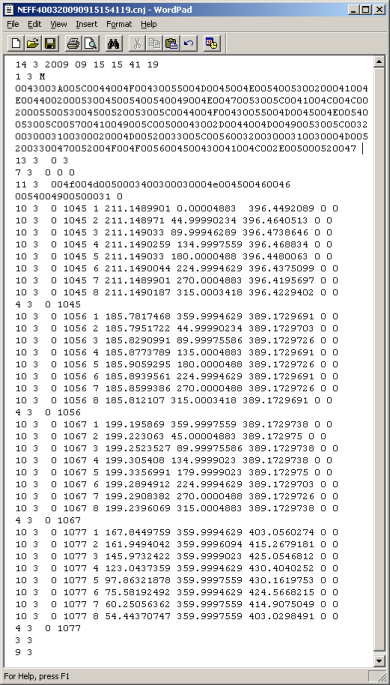
CNC 測量常式檔案如下所示:
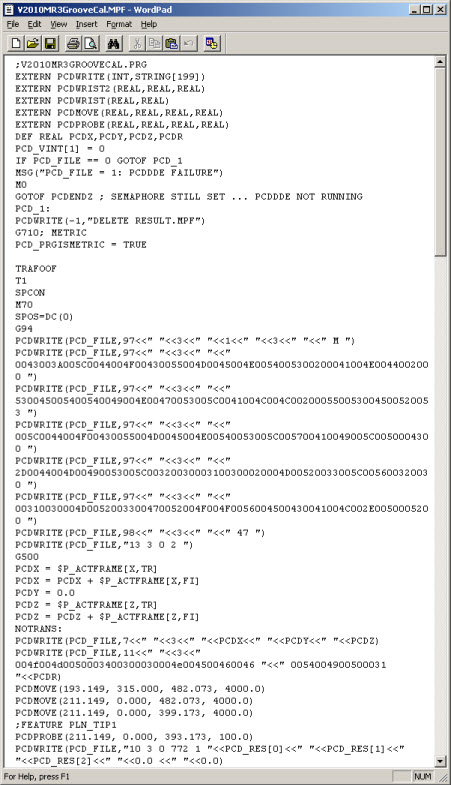
CNC 校準測量常式輸出檔案
現在預設的是對凹槽內的非圓移動,因圓運動會由車床自然實現。
複製校準測量常式至控制器,並執行產生如下所示的日誌檔案:
透過從由 PC-DMIS v2010 產生的 .mpf 檔案複製檔案、機器和特徵編號識別碼,此日誌檔案已使用 V43B 測試過程中收集的資料進行修改。
CNC日誌輸出檔案
要驗證測頭校準是否已更新,請打開測頭實用工具對話方塊:
「更新的測頭公用程式」對話方塊
按一下編輯檢視更新的詳細資料。
可以做個比較,以下第一張圖像係使用三個圓的校驗範例。
下圖係使用這兩個圓時可檢視到的區別範例。
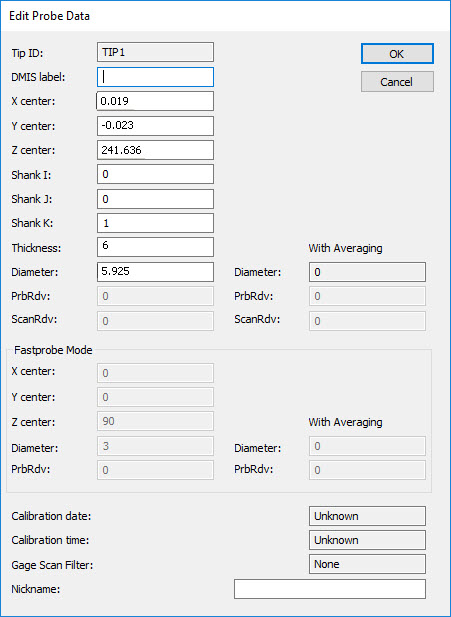
比較「編輯測頭資料」對話方塊
之前適用於兩種情況的的相同日誌檔案資料已被修改。
巡覽旋轉臺設定功能表項目(編輯 | 首選項 | 旋轉臺設定)來檢視旋轉中心的測頭測尖偏移的更新:
「更新的旋轉臺設定」對話方塊
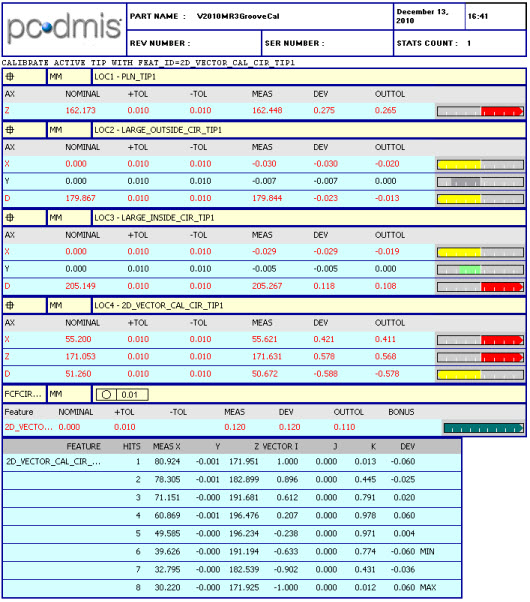
對 PC-DMIS 中的校準測量常式標出尺寸以產生報告是很有意義的。如下所示,偏差用紅色標出,因為所提供的標稱值對於校準工件來說遠不是真的。
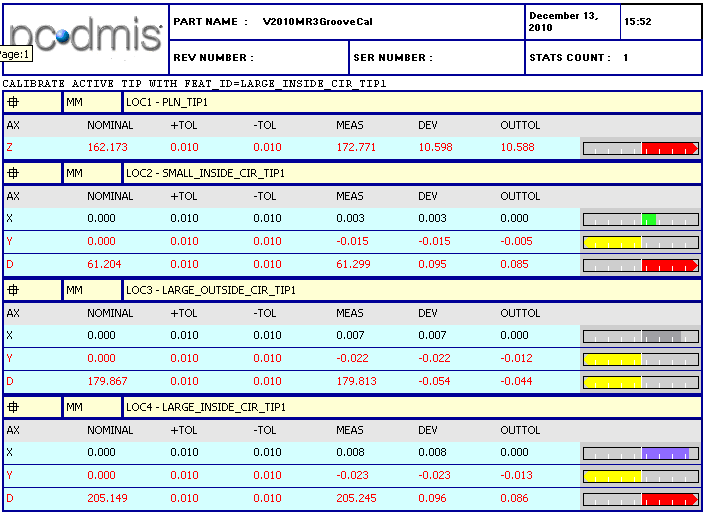
PC-DMIS 校準報告對話方塊
關閉測量常式中標記測頭校準特徵可實現健全檢查,關閉忽略旋轉臺特徵並重新執行日誌檔案就像執行常規測量常式來檢視如下所示的結果是否接近完美:
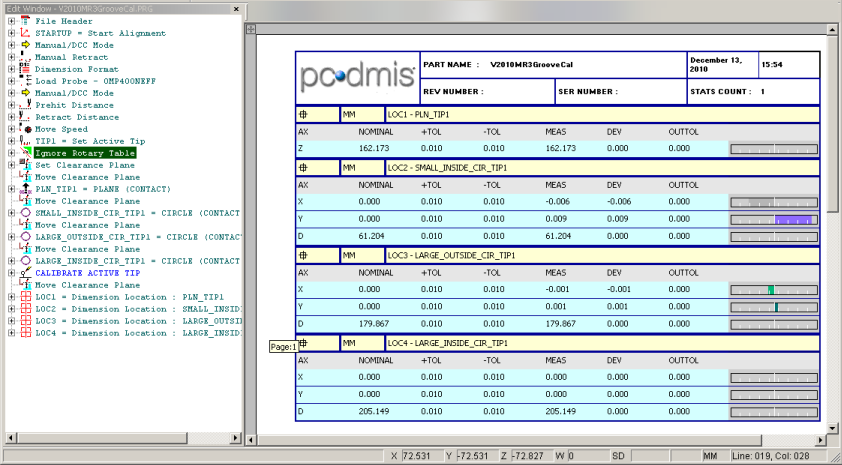
更新的 PC-DMIS 報告對話方塊
實際上,透過包含小圓,目前尚未發現測量精度明顯改善。其在旋轉臺設定中建立了 Y 偏移圖。記住以上所述的警告,除非絕對需要,否則建議忽略此選項。
新增 2D 向量校準至凹槽校準以補償測尖球的不圓度。凹槽校準僅在測尖上三個點測量,因此很可能不足。向量校準測量圓形輪廓的一系列點。
例如,使用上面所述的環輪廓,新增如下反白顯示位置中編輯工具對話方塊中的圓直徑,並新增該對話方塊中最後一個可編輯方塊的圓中心的 X 軸偏移:
向量校準的「編輯工具」對話方塊
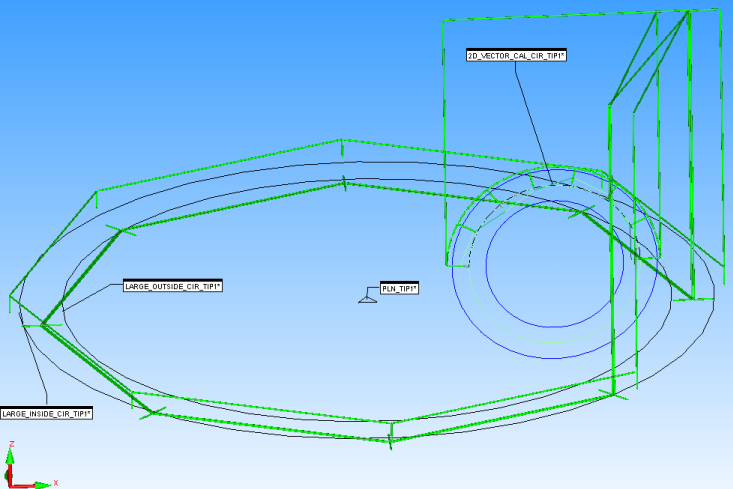
產生的測量常式如下所示:
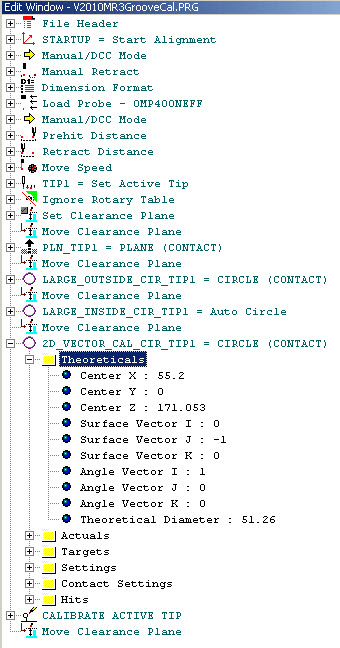
向量校準產生的測量常式
這將建立如上所述的校準測量常式,但新增了輪廓度測量,用於建立向量對測尖半徑的查詢表。
「向量校準」對話方塊
要建立測量常式,請選取操作 | CNC 程式設計 | 建立 CNC 測量常式。
複製校準測量常式至控制器,並執行產生如下所示的日誌檔案:
向量校準日誌輸出檔案
打開測頭工具對話方塊(插入 | 硬體定義 | 測頭),驗證並確認測頭校準已更新:
向量校準後的「測頭公用程式」對話方塊
完成向量校驗之後,按一下編輯來查看新設定:
向量校準後的「編輯測頭資料」對話方塊
導航至轉檯設定對話方塊(編輯 | 首選項 | 轉檯設定),查看旋轉中心的測頭測尖偏置的更新:
向量校準後的「旋轉臺設定」對話方塊
若在更為簡單的凹槽或環校驗之後進行第二次向量校驗,您應看到以上對話方塊中的值之間沒什麼區別,因為添加第二次向量校驗僅校驗測頭測尖的構造。
運行時若儲存日誌檔來校驗和重新校驗所選擇的不同選項,確保工具對話方塊也匹配是十分重要的。比如,如果您運行簡單的凹槽校驗測量常式(無第二次向量校驗)和相應的日誌檔,但工具對話方塊儲存第二次向量圓的值,那麼就會產生一次失敗的校驗。這種情況在建立測量機上的新校驗時是不適用的,因為工具對話方塊總是與建立的新校驗測量常式位置相匹配。
對 PC-DMIS 中的校準測量常式標出尺寸以產生報告是很有意義的。在此情況下,我們對輪廓度測量的圓度數字也很感興趣:
PC-DMIS尺寸校準測量常式報告
所含的圓度的圖形檢視亦是有益的,具體如下所示:
圓度的圖形檢視
如上所述,關閉測量常式中標記測頭校準特徵可實現健全檢查,關閉忽略旋轉臺特徵並重新執行日誌檔案就像執行常規測量常式來檢視結果是否接近完美:

向量校準後更新的 PC-DMIS 報告
如下所示,圓度數位近乎完美:
向量校準後更新的圖形檢視