在車床上進行測試快 3D 測量的示例如下所述:
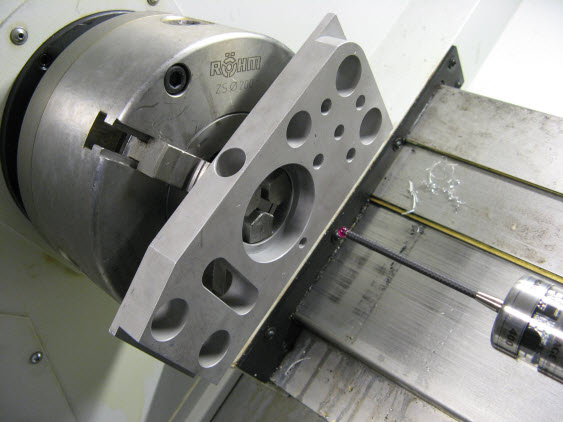
透過大的中心洞來將測試塊裝到車床卡盤上。
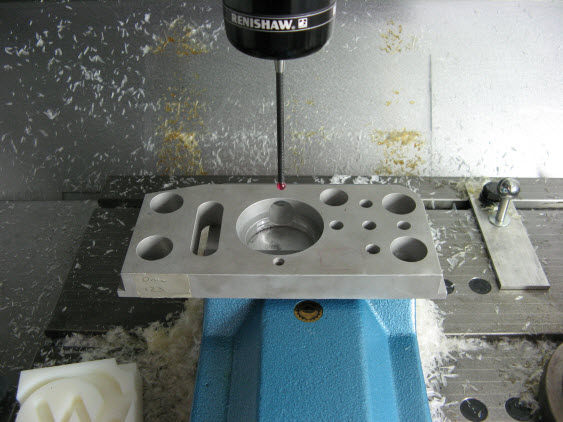
使用 PC-DMIS NC 在 CMM 或銑床上執行常規的 PC-DMIS 測試測量常式。
Fanuc 21i/M 磨床的測量範例
Siemens NEF400 車床的測量範例
PC-DMIS NC 執行 Fanuc21i/M 磨床上所用的相同測量常式,並得出精度為 10 微米的塊上的特徵結果。Siemens NEF400 車床上配備 OMP400 測頭,而 Fanuc 21i/M 磨床上配備 MP700 測頭。
無論哪種情況,兩種 PC-DMIS 測量常式設定之間並無多少區別,祇是所要求的車床選取不一樣 - 測量常式中的測頭、CAD 轉換和工件坐標系保持不變。
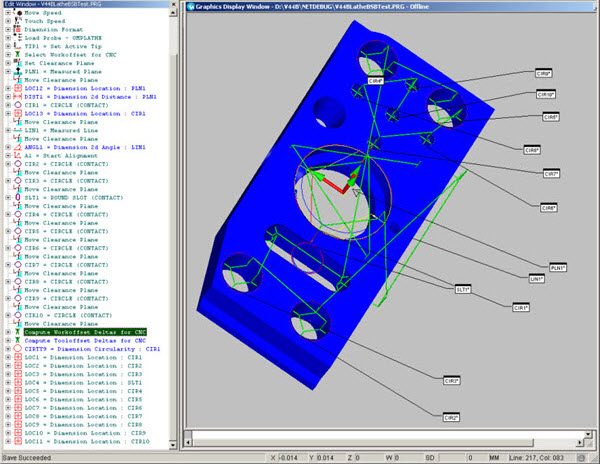
測試塊測量常式
要存取塊 (X<0) 左手邊的點,矩形到極坐標圖的轉換形成所需旋轉的塊,確保點位於 X 軸(其中,X>0)上。Siemens 巨集的進一步修改可計算主軸速度,以使主軸同時運動,因所插入的XZ軸運動很像插入的 XYZ 軸運動,儘管車床沒有 Y 或 C 軸。
然而應註意的是,在恰當的 XYZ 軸機器(如 Fanuc 磨床),3D 運動將在一直線上不是弧上的點做向量。但對於小範圍逼近距離的測量運動,錯誤是不顯著的。直的路線形成電弧還意味著不能總是依靠碰撞檢測。當然,對於不要求主軸運動的測量運動,不會出現這樣的測量錯誤,但為在以上工件中達到此目的,需要對從銑床複製過來的測量常式做一些修改。
由 PC-DMIS 產生的測量常式與使用 Siemens 840D 機器的標準 3D 測量略有不同。
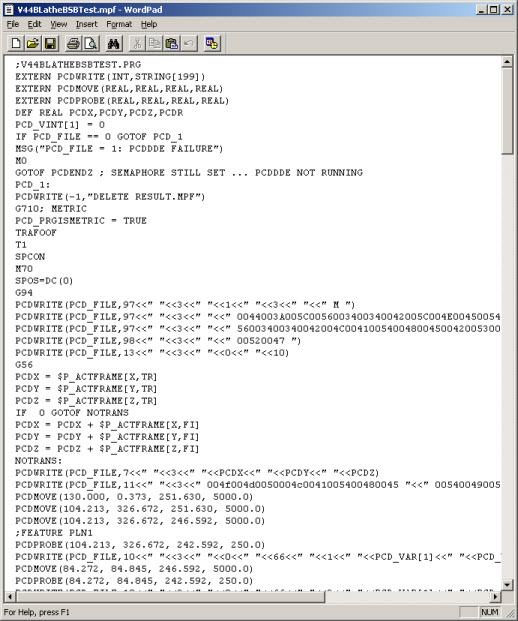
PC-DMIS 測量常式
這裡為 PCD_VAR[] 變數中返回的 PC-DMIS 結果,但 v2010 和之後的版本避免使用這些使用者變數,不過會返回新的 UGUD 變數 PCD_RES[] 中的結果。
比較 Siemens NEF 400 車床測量結果和 CMM 以同樣方式對同樣工件的測量之間顯示一定協調性:
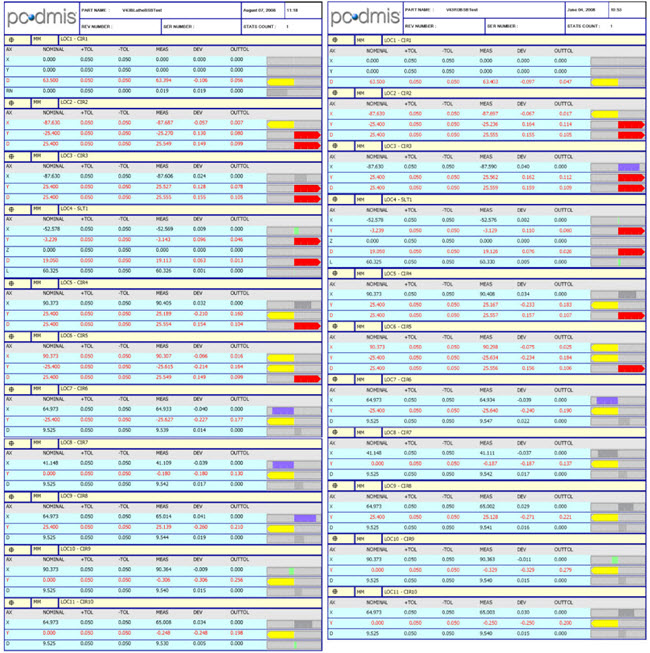
單個圓測量比較 - 左邊是 Siemens 車床結果,右邊是 CMM 結果
以上結果在使用更新工件偏移之後獲得,以修正工件的旋轉坐標系。
比較而言,使用校準的兩個圓沒有顯示甚麼區別:
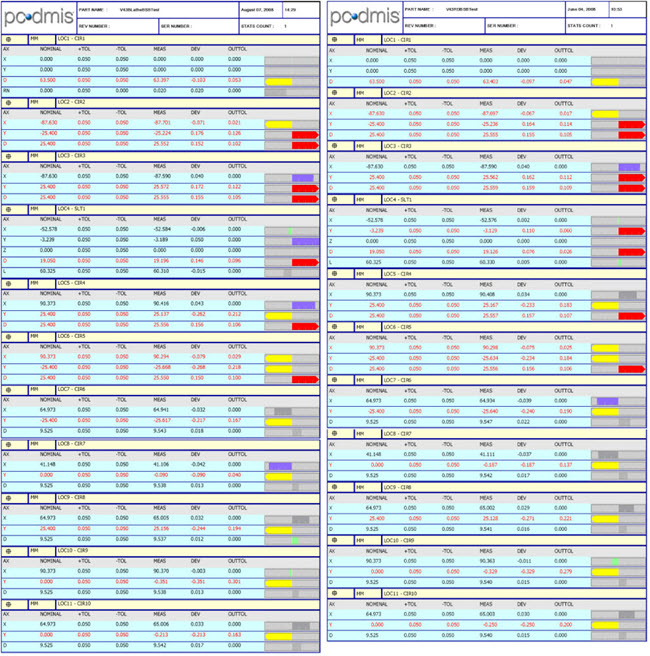
兩個圓測量比較 - 左邊是 Siemens 車床結果,右邊是 CMM 結果
日誌檔案如下所示。
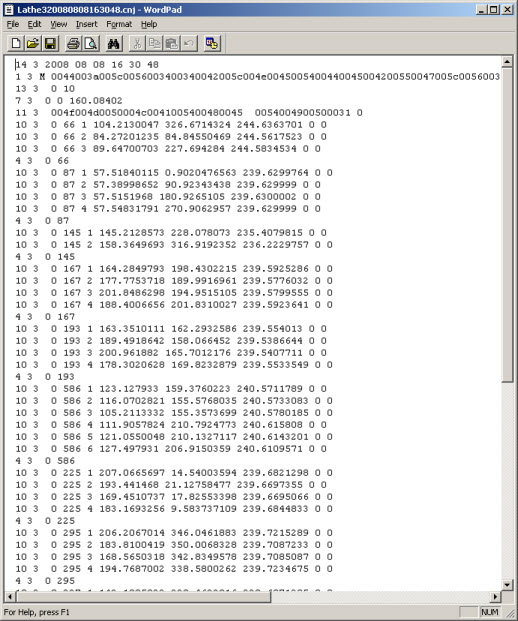
測量日誌檔案