PC-DMIS NC 支援「手動」和「從控制器溫度補償中讀取溫度」這兩種模式。
手動補償模式
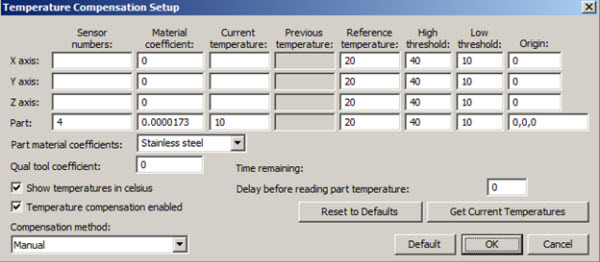
若選取補償方法清單中的 NC 手動模式,則產生 CNC 檔案後,螢幕上將顯示溫度補償設定對話方塊。工件溫度補償資訊包括所輸入的並直接傳送至 CNC 檔案的目前溫度。此資訊將被寫入用於處理結果的日誌檔案。
需輸入與工件相關的所有資訊,包括感應器數量。
在此模式中,將需調整目標值和結果,以進行溫度補償工作。
不同控制器的輸出如下所示。
NC 系統上「手動」模式之「溫度補償設定」對話方塊
Heidenhain
DECLARE STRING QS2="0.000017300 10.000 40.000 10.000 20.000 0.000000 0.000000 0.000000 3"
%TNC:\PCDMIS\HELPERS\TEMPCOMP.H
Siemens
PCDWRITE(PCD_FILE,21<<" "<<3<<" "<<0.000017300<<" "<<10.000<<" "<<40.000<<" "<<10.000<<" "<<20.000<<" "<<0.000000<<" "<<0.000000<<" "<<0.000000<<" "<<3)
Fanuc
DPRNT[21*6*0.000017300*10.000*40.000*10.000*20.000*0.000000*0.000000*0.000000*3]
FANUC 乙太網路
#124=.000017300
#125=10.000
#126=40.000
#127=10.000
#128=20.000
#129=.000000
#130=.000000
#131=.000000
#132=3
#110=21
G65P1000
Okuma
PUT '21 3 '
PUT '0.000017300 '
PUT '10.000 '
PUT '40.000 '
PUT '10.000 '
PUT '20.000 '
PUT '0.000000 '
PUT '0.000000 '
PUT '0.000000 '
PUT '3'
PUT $0D0A
WRITE C
「從控制器補償中讀取溫度」模式
若從補償方法下拉式清單中選取了 NC 從控制器中讀取溫度模式,則螢幕上將顯示溫度補償設定對話方塊。對測量常式進行程式設計時,必須正確定義溫度補償命令。產生 CNC 檔案時,螢幕上將不顯示溫度補償設定對話方塊。工件溫度補償資訊包括直接寫入 CNC 檔案的使用者輸入中的感應器數量。感應器數量可用作基於變數基底地址的變數偏移。所選的變數可用作目前溫度。此資訊將被寫入日誌檔案並用於處理結果。
將視需輸入與工件相關的所有資訊,包括感應器數量。您負責更新控制器中的溫度變數。
在此模式中,僅需調整結果,便可進行溫度補償工作。
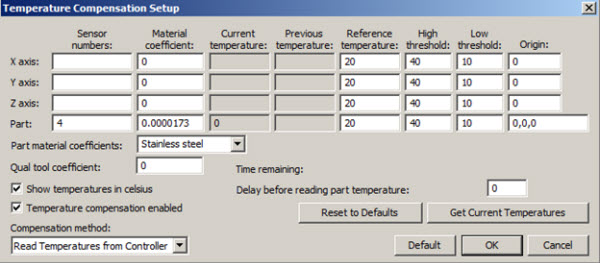
NC 系統上「從控制器中讀取溫度」模式之「溫度補償設定」對話方塊
詳細資訊: