使用操作 | CNC 程式設計 | 使用工件偏移功能表選項可為將在 NC 控制器中測量的工件設定工件偏移。
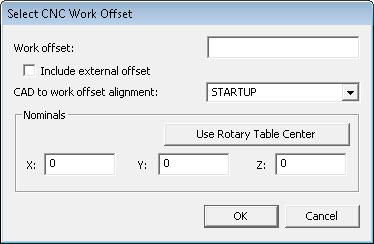
「選取 CNC 工件偏移」對話方塊
記下其編號。PC-DMIS NC 支援標準工件偏移暫存器。(例如,Fanuc 式控制項使用 G54-G59)。目的是讓初始 PC-DMIS NC 坐標系與工件偏移相符。
在有 Heidenhain 控制項的情況下,修改「預設旋轉臺」或「基準旋轉臺」。
包含外部工件偏移
在有 Fanuc 控制項的情況下,將包括 G53 X、Y 和 Z 值,作為總偏移。
案例 1:在機器坐標中定義旋轉臺的中心,按一下包括外部偏移核取方塊啟用它。
如果 G53 包含 100、200、300 mm 和 G54,1P21 包含 1、2、3 mm,則用於計算機器坐標中工件位置的總偏移為 101、202、303 mm。此位置將與 PC-DMIS NC 中的旋轉臺中心定義一起使用,以計算旋轉旋轉臺時工件的位置。
案例 2:將旋轉臺的中心置於 G53 中,並確保「包括外部偏移」核取方塊未核取。此與舊版 PC-DMIS NC 相容。
此操作方式可將旋轉臺中心置於 0(零)處。標準工件偏移(G54、G55 等)定義與此有效零的偏移。傳回的工件的工件偏移(使用上述數字)為 1、2、3 mm。