選取操作 | CNC 程式設計 | 更新工件偏移,開啟更新 CNC 工件偏移對話方塊:
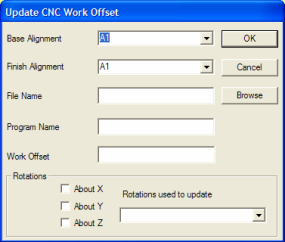
「更新 CNC 工件偏移」對話方塊
CNC/UPDATEWORKOFFSET,baseAlignment,finishAlignment,fileName,programName,workOffset
此命令計算對工件偏移所做的變更並將該變更傳送至 CNC。透過計算兩個 PC-DMIS 坐標系之間的原點的偏移,可測定變更。一般情況下,第一個坐標系(baseAlignment)表示 PC-DMIS NC 假設工件偏移的位置。第二個坐標系(finishAlignment)表示基於產生第二個坐標系所用之測量確定的工件偏移的實際位置。
baseAlignment 應為表示測量前工件偏移系統位置的 PC-DMIS 坐標系。您可從此命令的更新 CNC 工件偏移對話方塊中的基本坐標系清單中選取此項。此清單包含 PC-DMIS 測量程式中此點可用的 PC-DMIS 坐標系命令。
finishAlignment 應為表示測量後工件偏移系統位置的 PC-DMIS 坐標系。您可從此命令的更新 CNC 工件偏移對話方塊中的最終坐標系清單中選取此項。此清單包含 PC-DMIS 測量程式中此點可用的 PC-DMIS 坐標系命令。
fileName 係 PC-DMIS/NC 將產生的 CNC 程式檔案的名稱。一些 CNC 介面(如乙太網路)可直接上載工件偏移變更。在此情況下,將不使用 fileName 參數。若未提供副檔名,副檔名 "WRK" 將被附加至 CNC 檔案名稱。
programName 係所產生的 CNC 程式的 CNC 巨集名稱。直接上載工件偏移變更的介面將不使用此參數。
workOffset 可從更新 CNC 工件偏移對話方塊中的工件偏移清單中選取。對於 Fanuc 式控制器,此值可為 G54 至 G59。此選項定義將在 CNC 測量常式中啟用的工件偏移。
旋轉
圍繞基本坐標系軸旋轉可套用至物理旋轉軸(如旋轉臺)或作為 NC 坐標系的旋轉(注意,很多控制器沒有這項功能)。選取要啟用的旋轉軸:圍繞 X 軸、圍繞 Y 軸和/或圍繞 Z 軸。用於更新的旋轉清單可設為:
無:無旋轉
旋轉軸:採用圍繞 X 軸的標準規則 A、圍繞 Y 軸的規則 B 或圍繞 Z 軸的規則 C 旋轉與直角坐標軸相關的旋轉軸。這些將在控制項的工件偏移區域中顯示為旋轉偏移。用於更新標準工件偏移旋轉 G54、G55、G56、G57、G58 和 G59。
轉換:將旋轉套用至 NC 控制器的坐標系。變更將顯示在控制項中一組特殊的暫存器(即 Fanuc 工件偏移誤差補償暫存器)中,或顯示為標準工件偏移的擴充 (Siemens 840)。
Fanuc - 對於 Fanuc 控制器,此項將更新工件偏移補償的 Fanuc 暫存器中的轉換:
G54 ----> G54.4 P1
…
G59 ----> G54.4 P6
基底地址:
G54.4 P1 X - 26010 Y - 26011 Z - 26012 …
G54.4 P2 – P7 X 26020,26030,26040,26050 …
啟用 NC 測量常式中的工件偏移補償:(Fanuc 文件工件設定誤差範例)
G55(啟用標準工件偏移)
G05.1 Q1(必須先啟動 AICC AI 輪廓控制項)
G54.4 P1(啟用工件偏移補償 #1)
Siemens - 將更新選取的使用者框架 G54 … G57,以進行旋轉和平移。