必須設定 PC-DMIS NC,以在機器定義對話方塊的物理標籤中使用測座裝置。
在測座區域中,使用下拉清單設定測座軸的數量。
對於每一條軸,定義用於移動測座的軸識別碼。
還需檢查反向設定,以使測座移動與 PC-DMIS 軟體的預期移動相容。
編輯軸映射,使用它可對與邏輯控制器軸相關的機器軸進行排序。有關Axes Map的更多資訊,請參閱NC閘道文件。
必須在 USRPROBE.DAT 檔案或 PC-DMIS PROBE.DAT 檔案中對測座進行定義。安裝測座(建模為與無偏移的連接)時必須提供此檔案。
此測座必須始終在用於測量的每個角度處進行校驗。為此,您可以使用測頭實用工具對話方塊上的 PC-DMIS 軟體的測頭校驗功能。
可根據安裝使用以下兩種方法對測座進行定義:工具點和桿末端
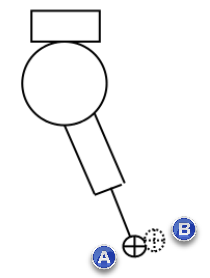
工具點:此方法假定控制器能預測工具末端的位置(與測頭角度無關)。例如,Siemens 840D 控件使用 TRAORI 命令來啟用此功能。眾所週知,每個工具的長度(包括測量測頭)擁有較高的精度,但可透過校驗來移除剩餘誤差。請勿對工具偏移進行清零操作。將測頭作為一個球進行模擬,該球的標稱大小與無偏移測座的探針相同。僅使用一個探針。使用 PC-DMIS 測頭校驗在所需角度處校驗測頭。儲存的校驗值由探針的 XYZ 位置中的小誤差和探針直徑組成。
控制器已知的工具偏置
(A) - 控制器偏置
(B) - 校驗偏置
桿末端:此方法需要測頭資料庫中測座的精確模型。它類似於校驗 CMM 測座所用的方法。PC-DMIS 中的測頭偏移現在為從機器桿末端到探針的球心。校驗測頭前,需對控制項中測頭的工具偏移(如有)進行清零。為所需角度建立校驗測量常式,並在 NC 機器上匯出並執行該常式。
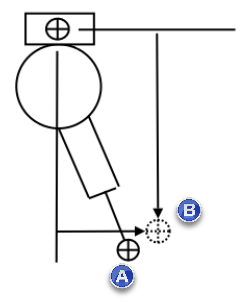
Ram 參考點的工具偏置
(A) - 測頭和探針模型的標稱偏置
(B) - 校驗偏置