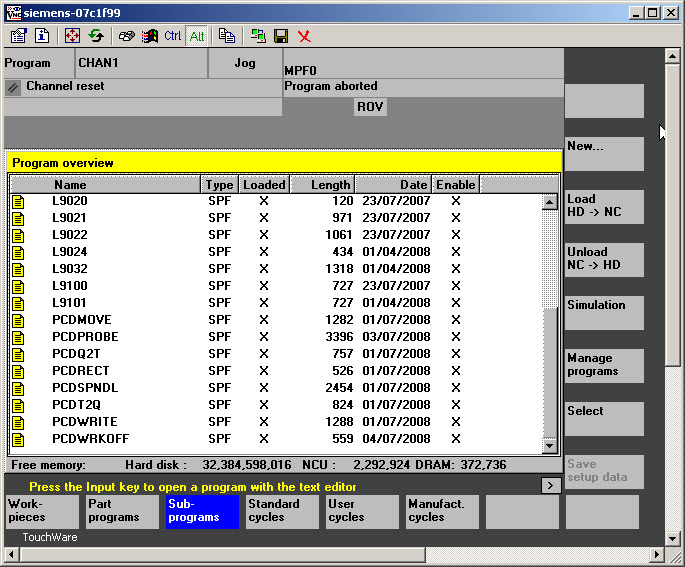
Map the 840D F-drive to X: on the PC. The macros download to X:\dh\spf.dir.
Siemens 840D Interface Showing Drive Contents
PCDMOVE.SPF appears in a text editor as shown below.
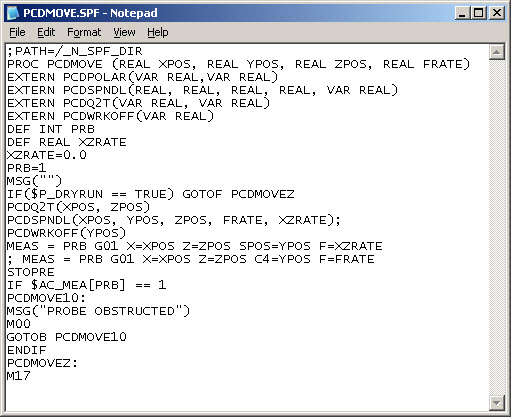
PCDMOVE.SPF File Contents
The reference to the Y axis has been removed. New functions PCDQ2T and PCDSPNDL subtract the XZ Tool Offset values found in Tool Table and work out the correct spindle speed.
The contents of PCDPROBE.SPF are shown below.
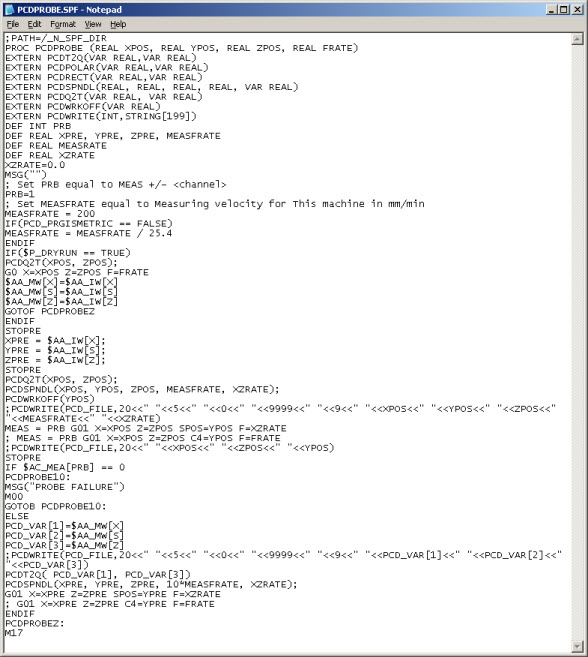
PCDPROBE.SPF File Contents
Once again, the reference to the Y axis has been removed, and PCDQ2T and PCDSPNDL have been used. The results are currently stored in a couple of PC-DMIS reserved variables PCD_VAR[]. The PC-DMIS measurement routine (.mpf ) is modified to copy these to the Journal file.
PCDQ2T is as follows. It subtracts the XZ Tool Offset values found in the Tool Table.
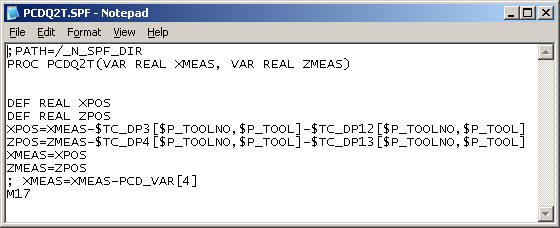
PCDQ2T.SPF File Contents
PCDRECT is as follows. It converts from Polar to Cartesian coordinates.
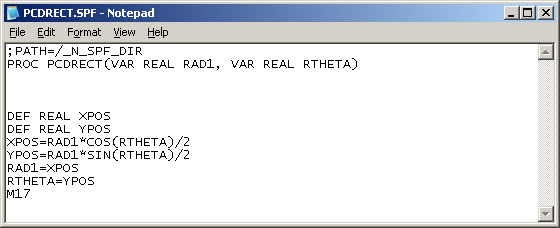
PCDRECT.SPF File Contents
PCDSPNDL is as follows. It calculates Calc Spindle and XZ Feedrate to complete in the same time as the Cartesian XYZ move.
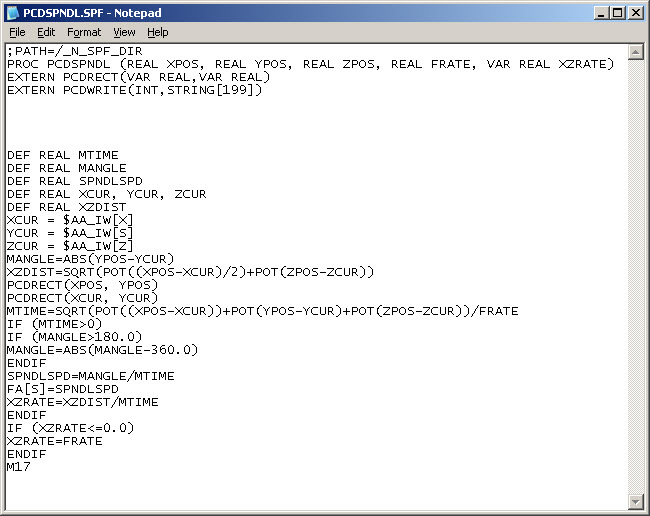
PCDSPNDL.SPF File Contents
PCDT2Q is as follows. It adds back in the XZ Tool Offset values found in the Tool Table.
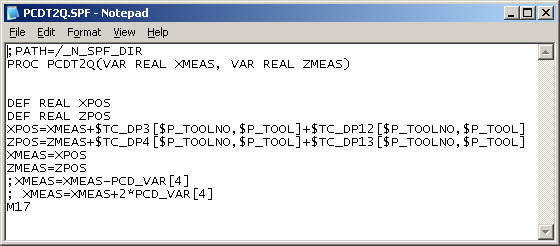
PCDT2Q.SPF File Contents
PCDWRITE.SPF is not modified. It displays the Journal file contents.
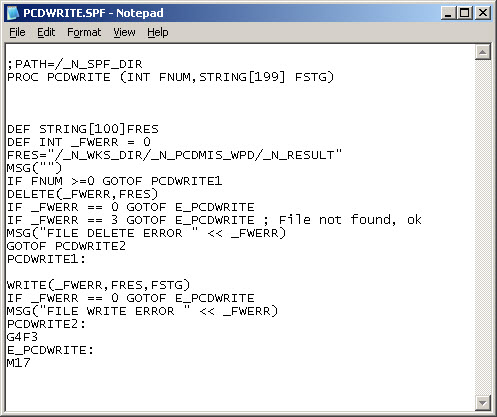
PCDWRITE.SPF File Contents
PCDWRKOF.SPF is as follows. It adds the C Axis Angle to the Work Offset since the Siemens NEF400 system will not.
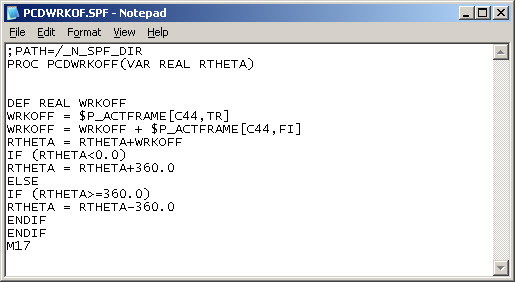
PCDWRKOF.SPF File Contents