用肉眼旋转对齐 0.4 度能更好地执行“测量”一章中所述的测量例程。使用更新 CNC 工件偏置对话框以调整 G56 获取更高的精确度。
若要更新工件偏置,首先将其添加至测量例程。要执行此操作:
在操作符菜单中,单击 CNC 编程。
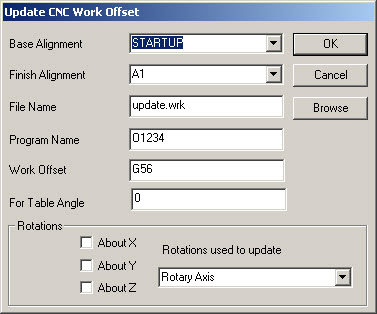
单击操作 | CNC 编程 | 更新工件偏置,打开更新 CNC 工件偏置对话框。
“更新 CNC 工件偏置”对话框
将必要的信息输入更新 CNC 工件偏置对话框。
这将更新 Siemens 840D 上的 G56,最初设置如下所示。
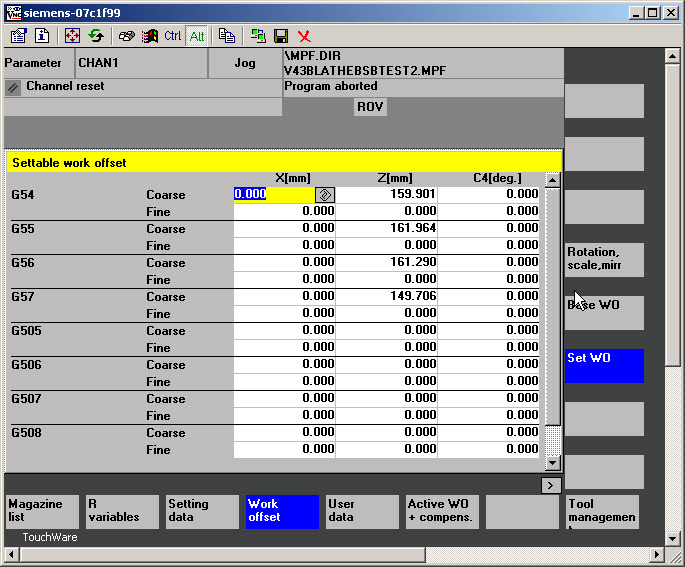
Siemens 840D 车床的初始工件偏置设置
运行测量例程后,工件偏置设置更新如下。
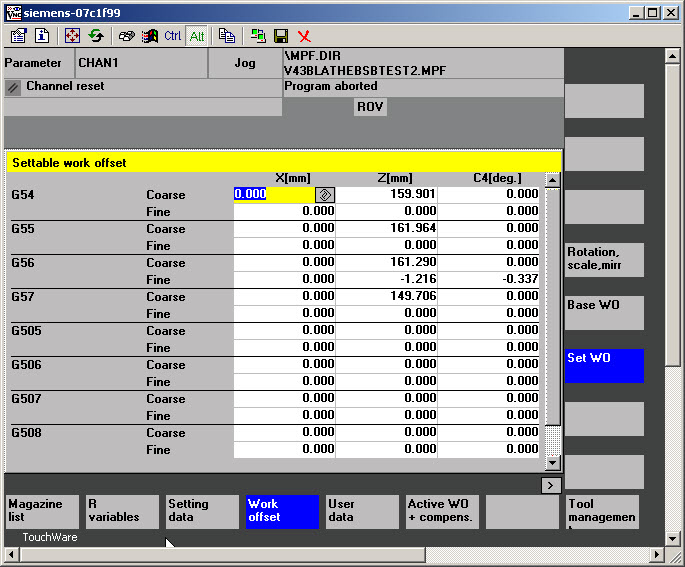
Siemens 840D 车床的结果工件偏置设置
X 偏置不变,因为这会影响测头测尖校准。
PC-DMIS 通过将请求文件 (.req) 写入 840D 控制器的 \pcdmis\req 文件夹,个别应用程序等待接收。
成功的话,要求文件重命名为 .rec 文件。在此情况下,该文件如下所示:
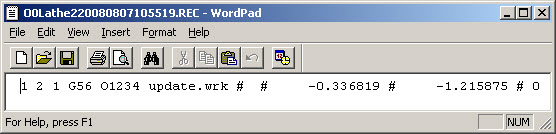
Siemens 840D 更新的工件偏置请求文件
忽略最右边的 0(零),最右边的六个数字(带占位符 #,可省略)表示倒序来更新 X, Y, Z, A, B, C 轴。以上情况通过轴映射 XZbC 来修改,因此变成倒序的 X、Z、空白、C 轴。