必须设置 PC-DMIS NC,以在机器定义对话框的物理选项卡中使用测座设备。
在测座区域中,使用下拉列表设置测座轴的数量。
对于每一条轴,定义用于移动测座的轴标识符。
还需检查反向设置,以使测座移动与 PC-DMIS 软件的预期移动兼容。
编辑轴映射,使用它可对与逻辑控制器轴相关的机器轴进行排序。有关Axes Map的更多信息,请参阅NC网关文档。
必须在 USRPROBE.DAT 文件或 PC-DMIS PROBE.DAT 文件中对测座进行定义。必须在安装时提供此文件,并将测座建模为没有偏移的连接。
此测座必须始终在用于测量的每个角度处进行校验。为此,您可以使用测头工具对话框上的 PC-DMIS 软件的测头校验功能。
可根据安装使用以下两种方法对测座进行定义:工具点和测臂端面
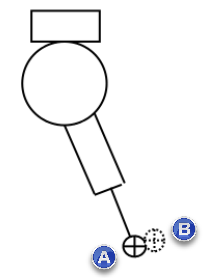
工具点:此方法假定控制器能预测工具末端的位置(与测头角度无关)。例如,Siemens 840D 控件使用 TRAORI 命令来启用此功能。众所周知,每个工具的长度(包括测量测头)拥有较高的精度,但可通过校验来删除剩余误差。请勿对工具偏置进行归零操作。将测头作为一个球进行模拟,该球的标称大小与无偏置测座的探针相同。仅使用一个探针。使用 PC-DMIS 测头校验在所需角度处校验测头。存储的校验值由探针的 XYZ 位置中的小误差和探针直径组成。
控制器已知的工具偏置
(A) - 控制器偏置
(B) - 校验偏置
测臂端面:此方法需要测头数据库中测座的精确模型。它类似于校验 CMM 测座所用的方法。PC-DMIS 中的测头偏置现在为从机器测臂端面到探针的球心。校验测头前,需对控件中测头的工具偏置(如有)进行归零。为所需角度创建校验测量例程,并在 NC 机器上导出并执行该程序。
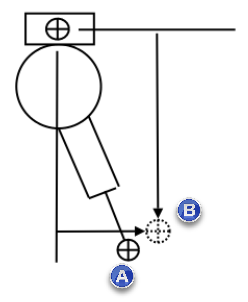
Ram 参考点的工具偏置
(A) - 测头和探针模型的标称偏置
(B) - 校验偏置