
C 轴车床拥有 C 轴控件。即这些车床的宏可围绕主轴旋转,读回当前旋转角度。您可以在 NC 服务器应用程序中定义 C 轴。关于如何进行此操作的信息,请参阅 NC 服务器文档。
有关NC Server操作的信息,请参阅NC Server应用程序随附的NC Server PDF用户手册。您也可以通过Universal Updater应用程序下载NC Server。
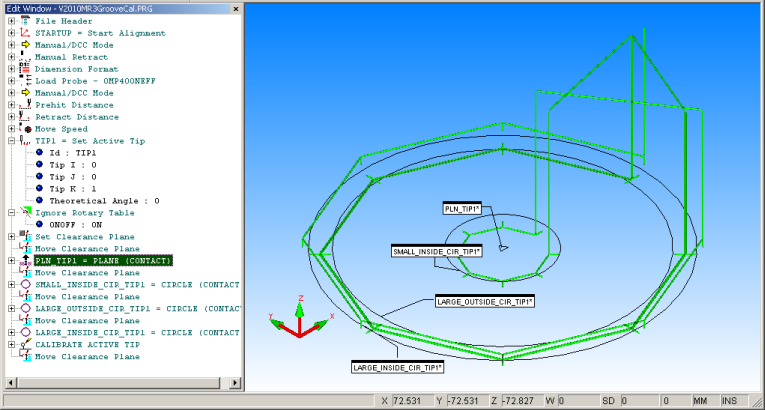
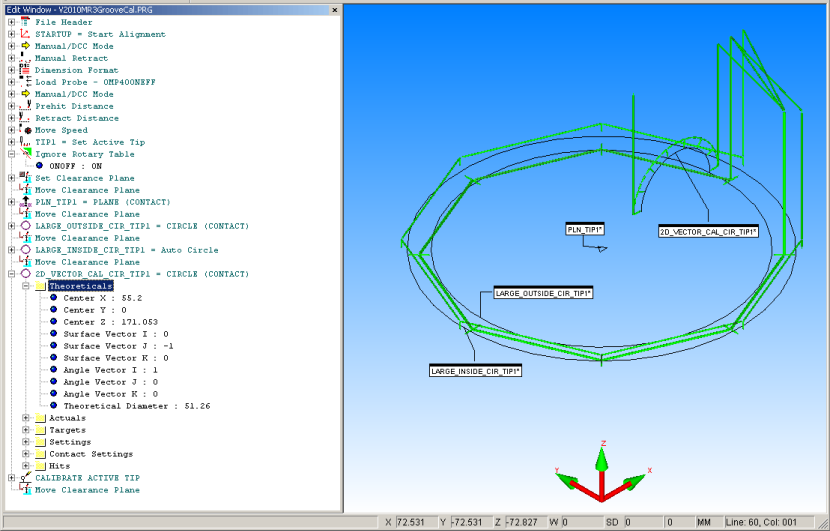
通过在 PC-DMIS 影像中找到的对话框上构建来调整 PC-DMIS NC,以获得探测内径和外径的凹槽校准。校验凹槽示例如下所示:
凹槽校验示例
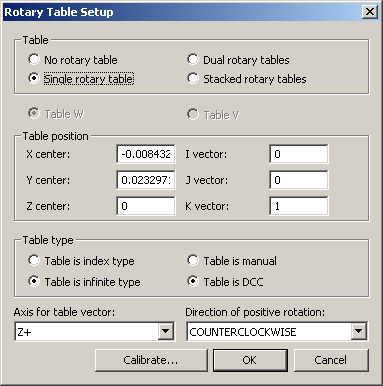
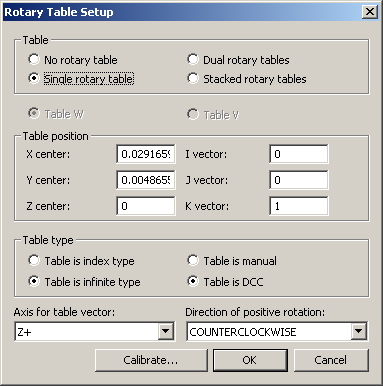
要打开转台设置对话框,请选择编辑 | 首选项 | 转台设置并确保选择单个转台选项。若从头校验,则清除偏置,具体如下所示:
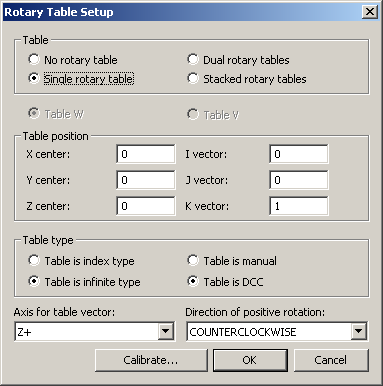
“转台设置”对话框
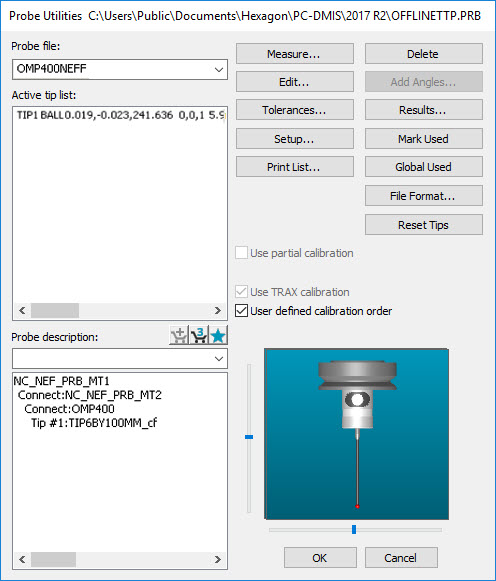
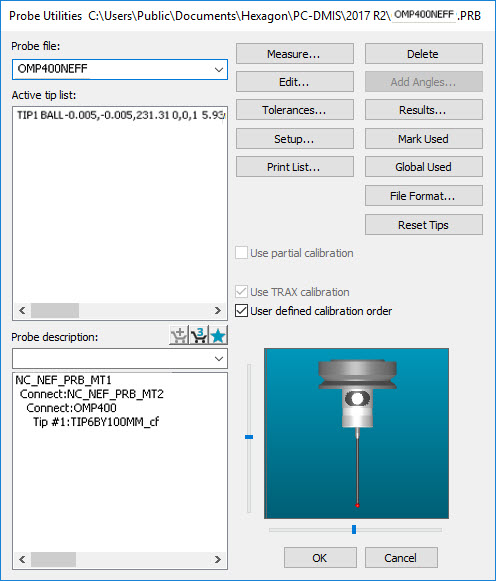
使用测头工具对话框选择或创建测尖:
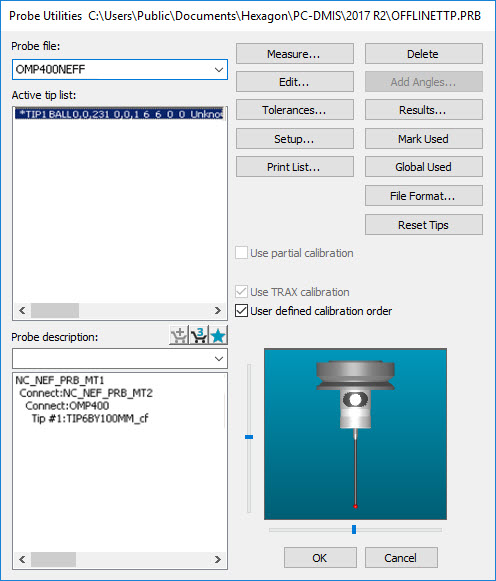
“测头工具”对话框
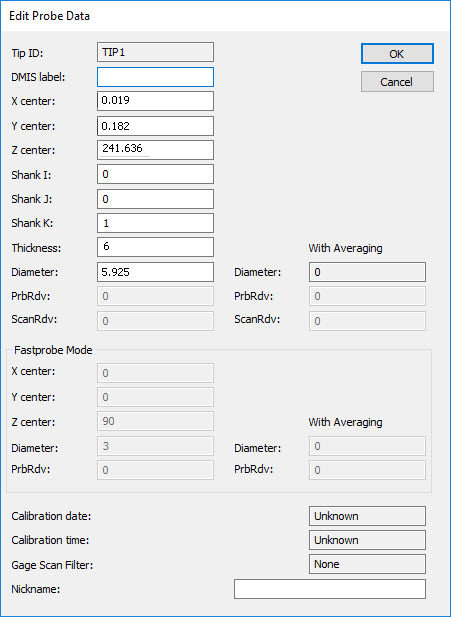
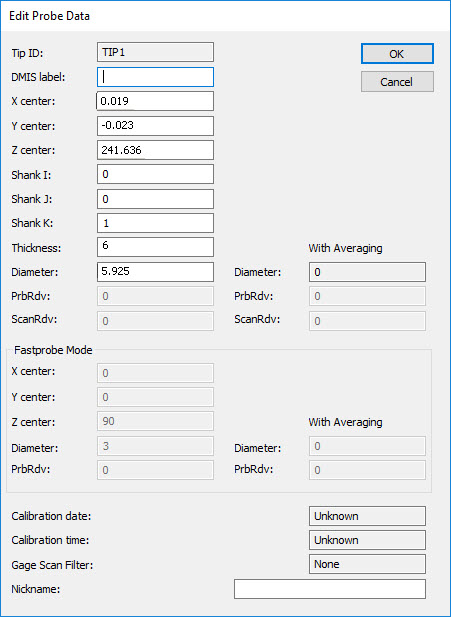
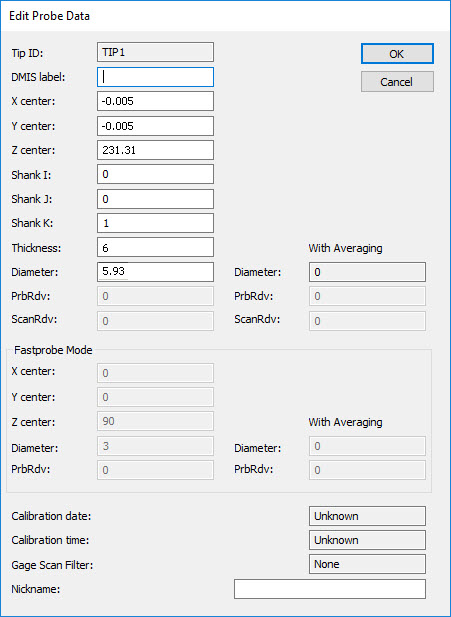
从测头实用工具对话框中,点击编辑来查看或编辑测头数据。单击确定接受任何更改并返回之前的对话框,或者单击取消以返回,而不保存。
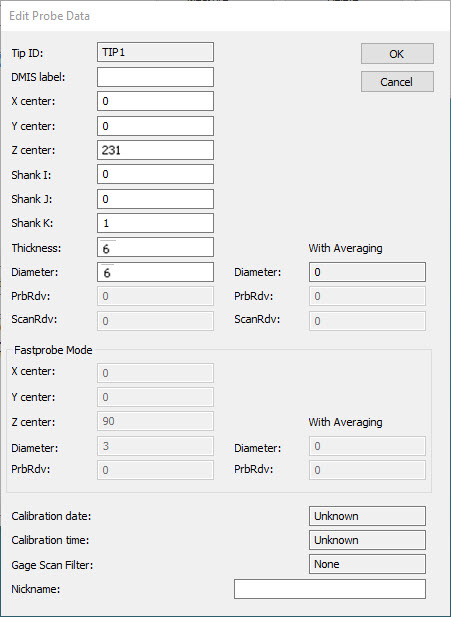
“编辑测头数据”对话框
从测头实用工具对话框中,点击设置以根据需要查看、编辑并设置测头设置值。单击确定接受任何更改并返回之前的对话框,或者单击取消以返回,而不保存。
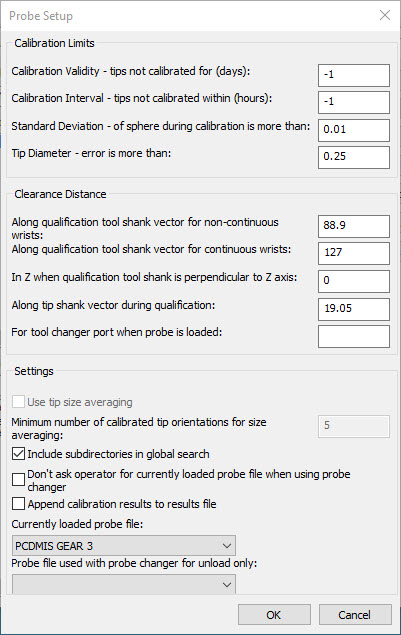
测头设置对话框
点击PC-DMIS测头实用工具对话框中的测量并选择以下显示的环工具:
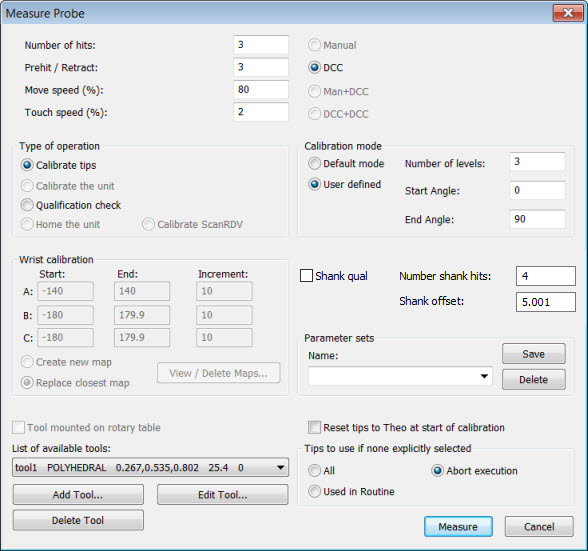
“测量测头”对话框
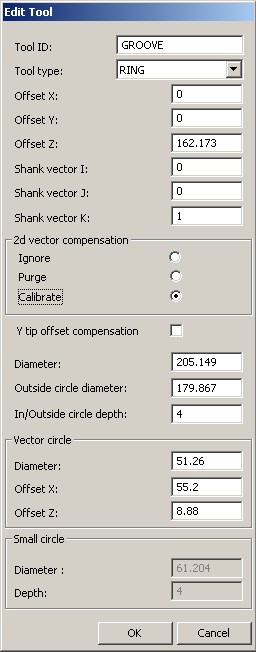
单击编辑工具来更新凹槽参数或创建新工具设置。出现编辑车床工具对话框:
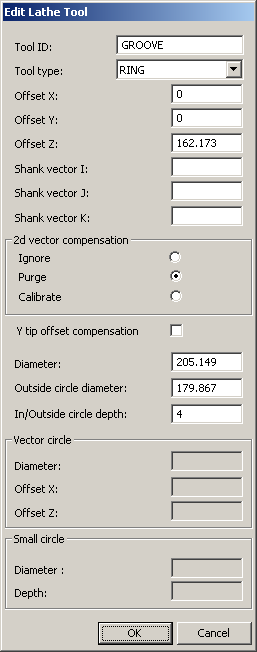
“编辑车床工具”对话框
从以上图像中的数据中,PC-DMIS 测量 4 毫米深的凹槽,其中 Z=162.173 毫米,外圆直径为 179.867 毫米,内圆直径为 205.149 毫米,以及偏置等于预碰距离并超出 205.149 毫米圆的平面。
完成后,单击确定返回测量测头对话框。然后,单击测量,在编辑窗口中创建校验测量程序。
环上校验而不是凹槽校验,通过使外圆直径大于内圆直径得以实现。
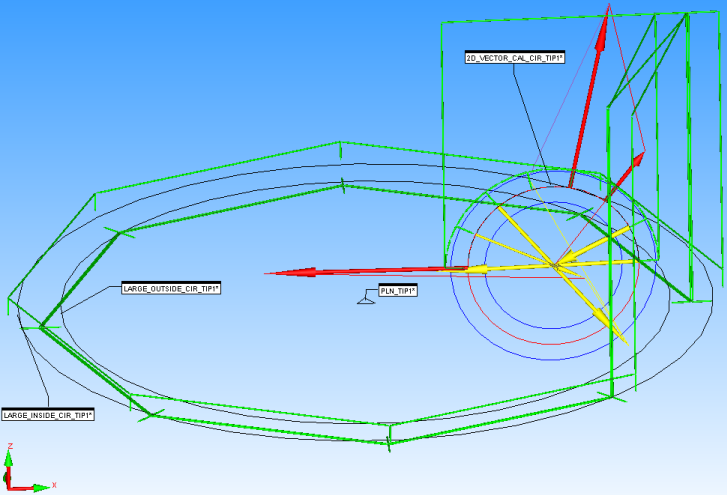
查看路径线,并检查如下所示的“图形显示”窗口中的路径:
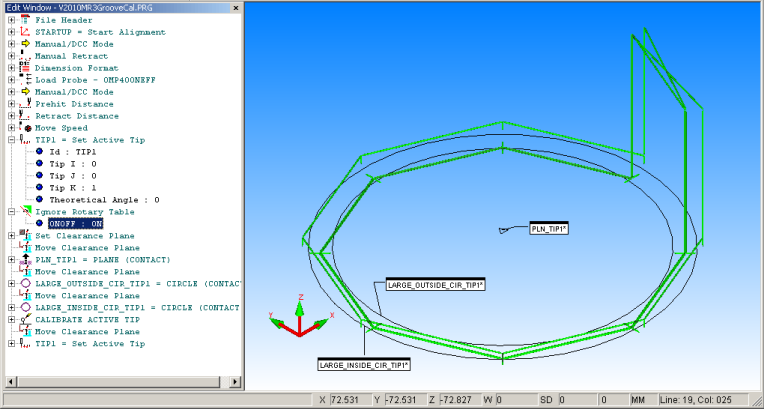
显示凹槽校验路径线
此校验因测头测尖偏置 Y 轴而忽略任何偏置。它非常强大,因为它允许使用当前值重新校准。实际上,赋予以下校准相似结果,该校准添加更小圆以补充 Y 偏置。
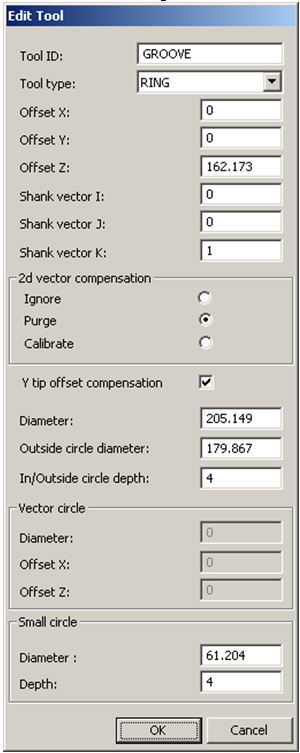
“编辑工具”对话框
从以上图像中的数据中,PC-DMIS 测量 6 毫米深的凹槽,其中 Z=162.173 毫米,外圆直径为 179.867 毫米,内圆直径为 205.149 毫米,偏置等于预碰距离并超出 205.149 毫米圆的平面,最后是直径为 61.204 的可选内圆。若需要测头 Y 偏置,则使用后一个圆。
完成后,单击确定返回测量测头对话框。单击测量,在编辑窗口中创建校验测量程序。查看路径线,并检查如下所示的“图形显示”窗口中的路径:
显示带可选内圆的“凹槽校验”对话框
选择操作 | CNC 编程 | 创建 CNC 测量程序以创建CNC测量程序。
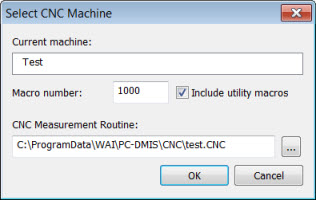
“选择 CNC 测量机”对话框
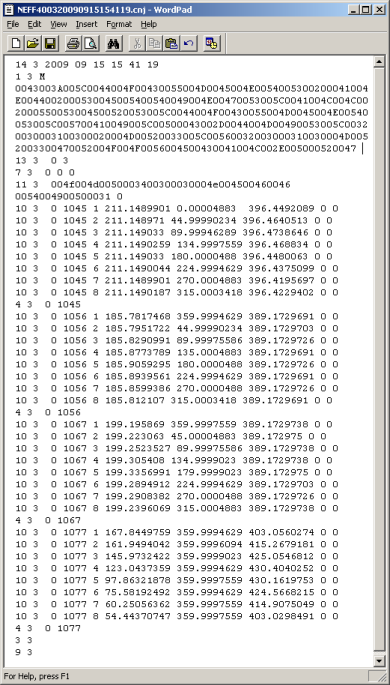
CNC 测量程序文件如下所示:
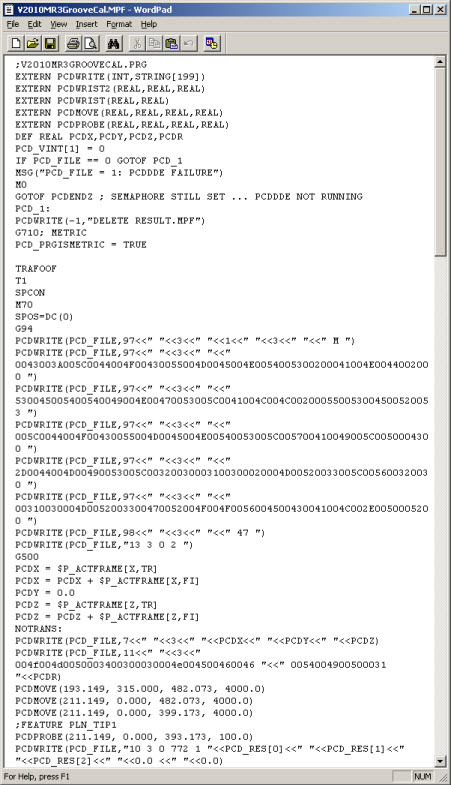
CNC 校验测量程序输出文件
现在默认是对凹槽内的非圆移动,因圆运动会由车床自然实现。
复制校验测量程序至控制器,并执行生成如下所示的日志文件:
通过从由 PC-DMIS 2010 版生成的 .mpf 文件复制文件、机器和特征编号标识,此日志文件已使用 PC-DMIS 4.3 版测试过程中收集的数据进行修改。
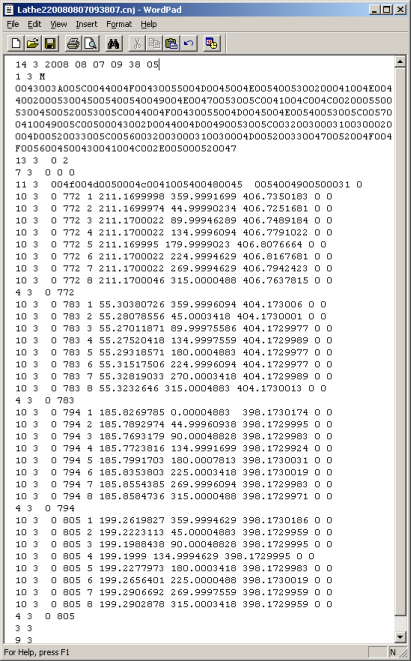
CNC日志导出文件
要验证测头校准是否已更新,请打开测头实用程序对话框:
“更新的测头工具”对话框
点击编辑来查看更新详细。
可以做个比较,以下第一张图像是使用三个圆的校验示例。
下图是使用这两个圆时可查看到的区别示例。
比较“编辑测头数据”对话框
之前适用于两种情况的的相同日志文件数据已被修改。
浏览转台设置菜单项(编辑 | 首选项 | 转台设置)来查看旋转中心的测头测尖偏置的更新:
“更新的转台设置”对话框
对 PC-DMIS 中的校验测量程序标出尺寸以生成报告是很有意义的。如下所示,偏差以红色显示。这是因为所提供的标称值远远超出了此校准工件的真实值。
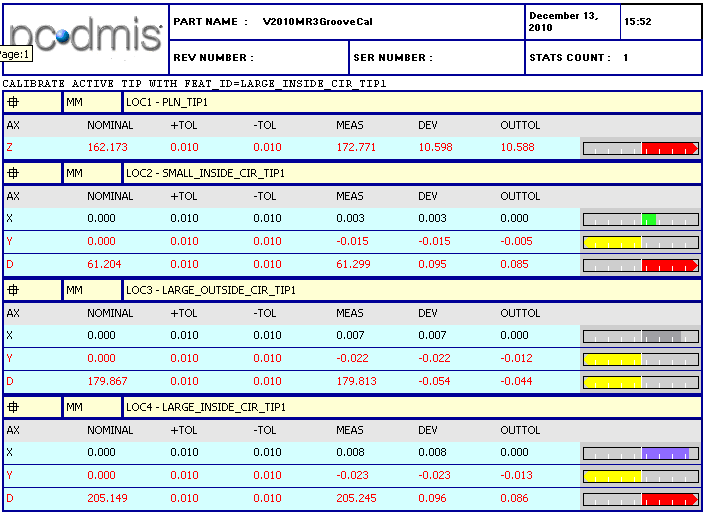
PC-DMIS 校验报告对话框
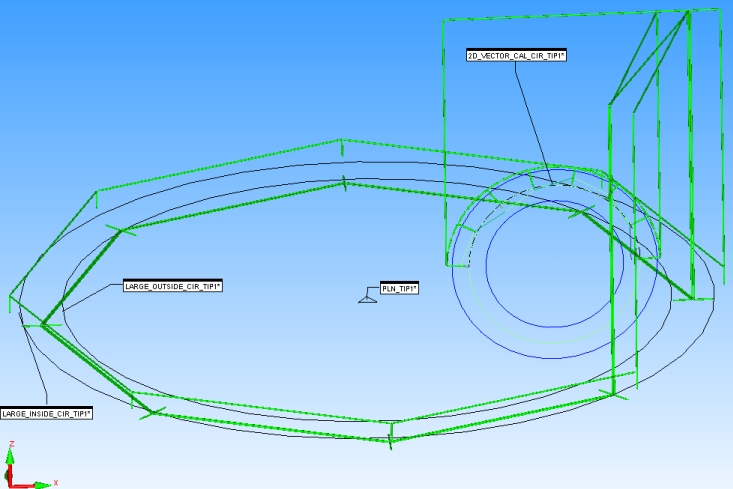
若要执行健全检查,请关闭测量程序中的标记测头校验特征,关闭忽略转台特征并重新执行日志文件,就像执行常规测量程序来查看如下所示的结果是否接近完美:
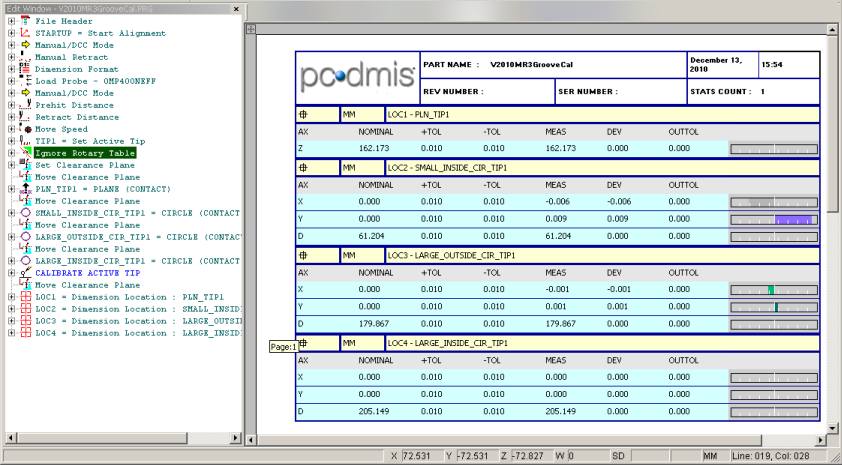
更新的 PC-DMIS 报告对话框
实际上,通过包含小圆,目前尚未发现测量精度明显改善。其在转台设置中创建了 Y 偏移图。记住以上所述的警告,除非绝对需要,否则建议您忽略此选项。
添加 2D 矢量校准至凹槽校准以补偿测尖球的不圆度。凹槽校验仅在测尖上三个点测量,因此很可能不足。矢量校验测量圆形轮廓的一系列点。
例如,使用上面所述的环轮廓,添加如下突出显示位置中编辑工具对话框中的圆直径,并添加该对话框中最后一个可编辑框的圆中心的 X 轴偏置:
矢量校验的“编辑工具”对话框
生成的测量程序如下所示:
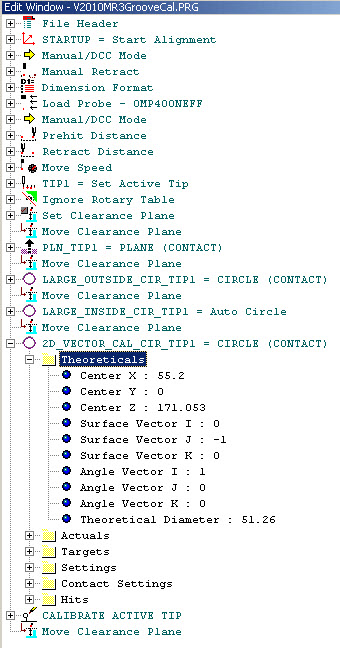
矢量校验生成的测量程序
这将创建如上所述的校验测量程序,但添加了轮廓度测量。这将创建矢量对测尖半径的查找表。
“矢量校验”对话框
选择操作 | CNC 编程 | 创建 CNC 测量程序以创建CNC测量程序。
复制校验测量程序至控制器,并执行生成如下所示的日志文件:
矢量校验期刊导出文件
打开测头工具对话框(插入 | 硬件定义 | 测头),验证并确认测头校准已更新:
矢量校验后的“测头工具”对话框
完成矢量校验之后,单击编辑来查看新设置:
矢量校验后的“编辑测头数据”对话框
导航至转台设置对话框(编辑 | 首选项 | 转台设置),查看旋转中心的测头测尖偏置的更新:
矢量校验后的“转台设置”对话框
若在更为简单的凹槽或环校验之后进行第二次矢量校验,您应看到以上对话框中的值之间没什么区别,因为添加第二次矢量校验仅校验测头测尖的构造。
当您运行已保存的日志文件以使用所选的不同选项进行校准和重新校准时,请确保工具对话框也匹配。比如,如果您运行简单的凹槽校验测量程序(无第二次矢量校验)和相应的日志文件,但工具对话框保存第二次矢量圆的值,那么就会产生一次失败的校验。这种情况在创建测量机上的新校验时是不适用的,因为工具对话框总是与创建的新校验测量程序位置相匹配。
对 PC-DMIS 中的校验测量程序标出尺寸以生成报告是很有意义的。在此情况下,我们对轮廓度测量的圆度数字也很感兴趣:
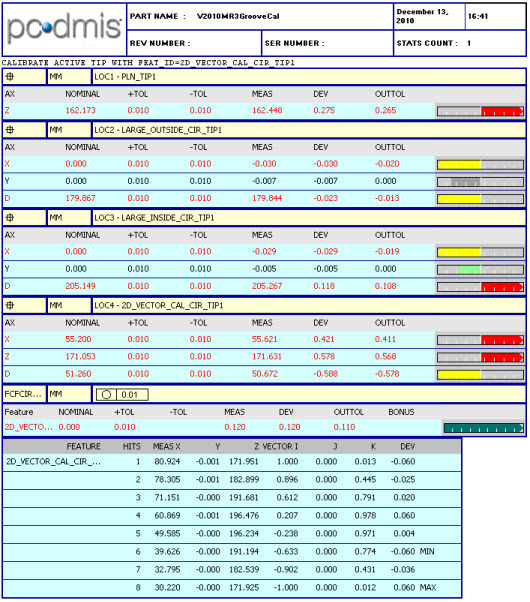
PC-DMIS尺寸校验测量程序报告
如下所示,还包括圆度的图形视图是有益的:
图形圆度查看
和以前一样,若要执行健全检查,关闭测量程序中的标记测头校验特征,关闭忽略转台特征并重新执行日志文件,就像执行常规测量程序来查看如下所示的结果是否接近完美:

矢量校验后的更新PC-DMIS报告
如下所示,圆度数字近乎完美:
矢量校验后更新的图形查看