使用操作 | CNC 编程 | 使用工件偏置菜单项可为要在 NC 控制器中测量的零件设置工件偏置。
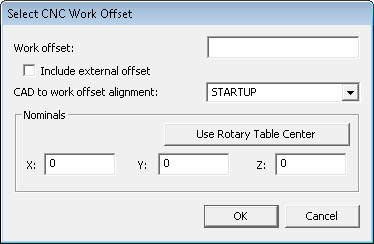
“选择 CNC 工件偏置”对话框
记下其编号。PC-DMIS NC 支持标准工件偏置寄存器(例如,用于 Fanuc 型控件的 G54-G59)。目的是让初始 PC-DMIS NC 坐标系与工件偏置相匹配。
包含外部工件偏置
在有 Fanuc 控件的情况下,将包括 G53 X、Y 和 Z 值,作为总偏置。
案例 1:转台的中心以机器坐标定义。单击包括外部偏置复选框以启用它。
如果 G53 包含 100、200、300 mm 和 G54,1P21 包含 1、2、3 mm,则用于计算器器坐标中零件位置的总偏置为 101、202、303 mm。此位置将与 PC-DMIS NC 中的转台中心定义一起使用,以计算旋转转台时零件的位置。
案例 2:转台的中心放入 G53。确保未标记包含外部偏置复选框。这与旧版 PC-DMIS NC 兼容。
此操作方式可将转台中心置于 0(零)处。标准工件偏置(G54、G55 等)定义与此有效零的偏置。返回的零件的工件偏置(使用上述数字)为 1、2、3 mm。