选择操作 | CNC 编程 | 更新工件偏置,打开更新 CNC 工件偏置对话框:
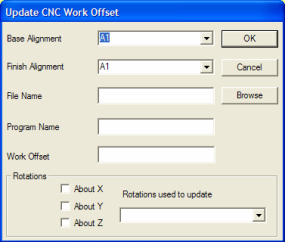
“更新 CNC 工件偏置”对话框
CNC/UPDATEWORKOFFSET,baseAlignment,finishAlignment,fileName,programName,workOffset
此命令计算对工件偏置所做的更改并将该更改发送至 CNC。通过计算两个 PC-DMIS 坐标系之间的原点的偏置,可测定更改。一般情况下,第一个坐标系 (baseAlignment) 表示 PC-DMIS NC 假设工件偏置的位置。第二个坐标系 (finishAlignment) 表示基于生成第二个坐标系所用的测量确定的工件偏置的实际位置。
baseAlignment 应为表示测量前工件偏置系统位置的 PC-DMIS 坐标系。您可从此命令的更新 CNC 工件偏置对话框中的基本坐标系列表中选择此项。此列表包含 PC-DMIS 测量例程中此点可用的 PC-DMIS 坐标系命令。
finishAlignment 应为表示测量后工件偏置系统位置的 PC-DMIS 坐标系。您可从此命令的更新 CNC 工件偏置对话框中的最终坐标系列表中选择此项。此列表包含 PC-DMIS 测量例程中此点可用的 PC-DMIS 坐标系命令。
fileName 是 PC-DMIS/NC 将生成的 CNC 程序文件的名称。一些 CNC 界面(如以太网)可直接上载工件偏置更改。在此情况下,将不使用 fileName 参数。若未提供扩展名,扩展名 "WRK" 将被附加至 CNC 文件名。
programName 是所生成的 CNC 程序的 CNC 宏名称。直接上载工件偏置更改的界面将不使用此参数。
workOffset 可从更新 CNC 工件偏置对话框中的工件偏置列表中选择。对于 Fanuc 式控制器,此值可为 G54 至 G59。此选项定义将在 CNC 测量例程中启用的工件偏置。
旋转
围绕基本坐标系轴旋转可应用至物理旋转轴(如转台)或作为 NC 坐标系的旋转(注意,许多控制器没有这项功能)。选择旋转轴以启用围绕X、围绕Y和/或围绕Z。用于更新的旋转列表可被设为:
无:无旋转
旋转轴:采用围绕 X 轴的标准规则 A、围绕 Y 轴的规则 B 或围绕 Z 轴的规则 C 旋转与直角坐标轴相关的旋转轴。这些将在控件的工件偏置区域中显示为旋转偏置。用于更新标准工件偏置旋转 G54、G55、G56、G57、G58、G59。
转换:将旋转应用至 NC 控制器的坐标系。更改将显示在控件中一组特殊的寄存器(即 Fanuc 工件偏置误差补偿寄存器)中,或显示为标准工件偏置的扩充 (Siemens 840)。
Fanuc - 对于 Fanuc 控制器,此项将更新工件偏置补偿的 Fanuc 寄存器中的转换:
G54 ----> G54.4 P1
…
G59 ----> G54.4 P6
基址:
G54.4 P1 X - 26010 Y - 26011 Z - 26012 …
G54.4 P2 – P7 X 26020,26030,26040,26050 …
启用 NC 测量例程中的工件偏置补偿:(Fanuc 文档工件设置误差示例)
G55(启用标准工件偏置)
G05.1 Q1(必须先启动 AICC AI 轮廓控件)
G54.4 P1(启用工件偏置补偿 #1)
Siemens - 将更新选择的用户框架 G54 … G57,以进行旋转和平移。