İşlemler | CNC Programlama | Çalışma Ofsetini Güncelle öğesine giderek CNC Çalışma Ofsetini Güncelle iletişim kutusunu açın.
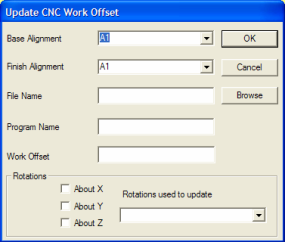
CNC Çalışma Ofsetini Güncelle İletişim Kutusu
CNC/UPDATEWORKOFFSET,baseAlignment,finishAlignment,fileName,programName,workOffset
Bu komut, bir iş ofsetindeki (uzunluk ve/veya çap) değişiklikleri hesaplar ve bu değişikliği CNC'ye iletir. Değişiklikler, iki PC-DMIS hizalaması arasında başlangıç noktasının kaymasını hesaplayarak belirlenir.
Genel olarak, ilk hizalama (temelHizalama) PC-DMIS NC'nin iş ofseti sisteminin bulunduğu yeri temsil eder.
İkinci hizalama (hizalamaBitir) ikinci hizalamayı oluşturmak için kullanılan ölçümlerin bir setine göre iş ofseti sisteminin gerçek konumunu temsil eder.
temelHizalama, iş ofseti sisteminin ölçümlerden önce nereden olduğunu temsil eden bir PC-DMIS hizalaması olmalıdır. Bunu, bu komut için CNC İş Ofsetini Güncelle iletişim kutusundaki Temel Hizalama listesinden seçebilirsiniz. Bu liste, PC-DMIS ölçüm yordamındaki bu nokta için kullanılabilir PC-DMIS hizalama komutları içerir.
bitişHizalaması, iş ofseti sisteminin ölçümlerden sonra nereden olduğunu temsil eden bir PC-DMIS hizalaması olmalıdır. Bunu, bu komut için CNC İş Ofsetini Güncelle iletişim kutusundaki Bitiş Hizalaması listesinden seçebilirsiniz. Bu liste, PC-DMIS ölçüm yordamındaki bu nokta için kullanılabilir PC-DMIS hizalama komutları içerir.
fileName, PC-DMIS/NC'nin oluşturduğu bir CNC program dosyasının adıdır. Bazı CNC arayüzleri (örneğin Ethernet) doğrudan iş ofseti değişikliklerini yükler. Bu durumlarda, yazılım fileName parametresini kullanmaz. Bir dosya uzantısı sağlamazsanız, "WRK" uzantısı CNC dosya adına eklenir.
programAdı, oluşturulan CNC programının CNC makro adıdır. Bu parametre, iş ofseti değişikliklerini doğrudan yükleyen arayüzler için kullanılmaz.
workOffset CNC İş Ofsetini Güncelle iletişim kutusunda İş Ofseti listesinden seçilir. Fanuc tarzı denetleyiciler için, değerler G54 ila G59 arasında olabilir. Bu seçenek, yazılımın CNC ölçüm yordamında etkinleştirdiği çalışma ofsetlerini tanımlar.
Dönüşler
Taban hizalama eksenleri etrafındaki dönüşleri, döner tabla gibi fiziksel bir dönüş eksenine veya NC koordinat sisteminin dönüşü olarak uygulayabilirsiniz (çoğu denetleyicinin bu özelliğe sahip olmadığını unutmayın). X Yönünde, Y Yönünde ve Z Yönünde'yi etkinleştirmek için döndürme eksenlerini seçin.
Listeyi güncellemek için kullanılan dönüşleri ayarlayabilirsiniz:
Hiçbiri: Dönüş yok
Döner Eksen: Kartezyen eksenle ilişkili döner ekseni döndürmek için X yönünde A, Y yönünde B veya Z yönünde C standart kuralını kullanın. Bunlar denetimin İş Ofseti alanında dönüş ofsetleri olarak görünür. Bu, G54,G55,G56,G57,G58,G59 standart iş ofseti dönüşlerini günceller.
Dönüşüm: NC Kontrolörünün koordinat sistemine dönüşleri uygulayın. Değişiklikler, kontroldeki özel bir kayıt setinde (örn., Fanuc İş Ofseti Hatası Telafi kayıtları) veya standart iş ofsetlerinin (Siemens 840) bir uzantısı olarak görünebilir.
Fanuc - Fanuc kontroller için bu, İş Ofseti Telafisindeki Fanuc Kayıtlarında dönüşümleri günceller.
G54 ----> G54.4 P1
…
G59 ----> G54.4 P6
Temel Adresler:
G54.4 P1 X - 26010 Y - 26011 Z - 26012 …
G54.4 P2 – P7 X 26020,26030,26040,26050 …
NC ölçüm rutininde Çalışma Ofseti Telafisi'nin etkinleştirilmesi: (Fanuc Belgelerinden iş parçası ayarı hatası örneği)
G55 (Std iş ofsetini etkinleştir)
G05.1 Q1 &(AICC AI Şekillendirme Kontrolü etkin olmalıdır)
G54.4 P1 (İş Ofseti telafisi #1 öğesini etkinleştir)
Siemens - Seçili Kullanıcı Çerçeveleri G54 … G57, dönüş ve çeviri için güncellenir.