PC-DMIS NC 支持“手动”和“从控制器温度补偿中读取温度”这两种模式。
手动补偿模式
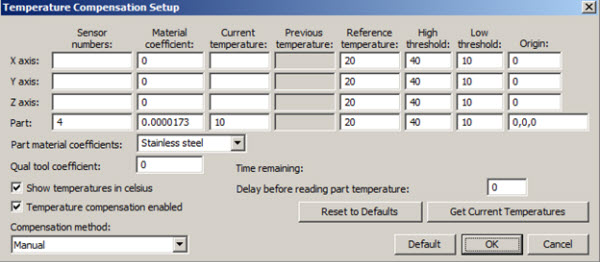
若选择补偿方法列表中的 NC 手动模式,则生成 CNC 文件后,屏幕上将显示温度补偿设置对话框。零件温度补偿信息包括您输入的当前温度,并直接发送到 CNC 文件。此信息将写入日志文件以处理结果。
需输入与零件相关的所有信息,包括传感器数量。
在此模式中,将需调整目标值和结果,以进行温度补偿工作。
不同控制器的输出如下所示。
NC 系统上“手动”模式的“温度补偿设置”对话框
Heidenhain
DECLARE STRING QS2="0.000017300 10.000 40.000 10.000 20.000 0.000000 0.000000 0.000000 3"
%TNC:\PCDMIS\HELPERS\TEMPCOMP.H
Siemens
PCDWRITE(PCD_FILE,21<<" "<<3<<" "<<0.000017300<<" "<<10.000<<" "<<40.000<<" "<<10.000<<" "<<20.000<<" "<<0.000000<<" "<<0.000000<<" "<<0.000000<<" "<<3)
Fanuc
DPRNT[21*6*0.000017300*10.000*40.000*10.000*20.000*0.000000*0.000000*0.000000*3]
FANUC 以太网
#124=.000017300
#125=10.000
#126=40.000
#127=10.000
#128=20.000
#129=.000000
#130=.000000
#131=.000000
#132=3
#110=21
G65P1000
Okuma
PUT '21 3 '
PUT '0.000017300 '
PUT '10.000 '
PUT '40.000 '
PUT '10.000 '
PUT '20.000 '
PUT '0.000000 '
PUT '0.000000 '
PUT '0.000000 '
PUT '3'
PUT $0D0A
WRITE C
从控制器补偿中读取温度模式
若从补偿方法列表中选择了 NC 从控制器中读取温度模式,则屏幕上将显示温度补偿设置对话框。编程测量例程时,必须正确定义温度补偿命令。生成 CNC 文件时,屏幕上将不显示温度补偿设置对话框。零件温度补偿信息包括直接写入 CNC 文件的用户输入中的传感器数量。传感器数量可用作基于变量基址的变量偏置。PC-DMIS 使用您选择的变量作为当前温度。PC-DMIS 将此信息写入日志文件并使用它来处理结果。
根据需要输入与零件相关的所有信息,包括传感器数量。您负责更新控制器中的温度变量。
在此模式中,仅需调整结果,便可进行温度补偿工作。
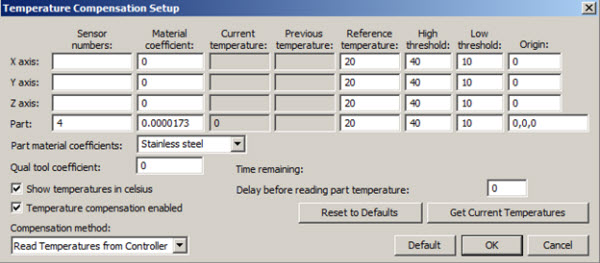
NC 系统上“从控制器中读取温度”模式的“温度补偿设置”对话框
更多信息: