
The Circle gage can be used to determine the Circle Center (X and Y) as well as Diameter as read from the Gage tab of the Probe Toolbox or the corner of the Vision tab.
|
The Circle gage can be used to determine the Circle Center (X and Y) as well as Diameter as read from the Gage tab of the Probe Toolbox or the corner of the Vision tab. |
For information on controlling the Circle gage, see the "Rotating,
Sizing, or Moving Gages" topic.
Circle Gage Examples
To measure the location of a 2mm hole from another 2mm hole:
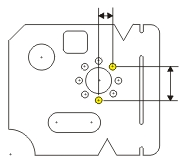
Ensure that the part is physically square on the inspection machine. See "Creating an Alignment".
Open the Probe Readout window (Ctrl + W).
From the Probe Toolbox, adjust the magnification and lighting as needed. See "Probe Toolbox: Magnification tab" and "Probe Toolbox: Illumination tab".
From the Gage tab of the Probe Toolbox, select the Circle Gage option from the drop-down list.
From the Gage tab, double-click the Diameter box, and type the nominal diameter of 2.000.
Move the machine so the first hole is within the Field of View (FOV). When the machine is close, you can optionally drag the Circle gage to the exact center using the mouse.
Click the Zero
Readouts DXYZ button  on the Gage
tab. This zeroes the DX, DT, and DZ values.
on the Gage
tab. This zeroes the DX, DT, and DZ values.
Move the machine so the second hole is within the FOV. Again, drag the Circle gage to the exact center using the mouse.
Read the X and Y values from the Probe Readout DX and DY values.
To measure the diameter of a hole:
Adjust the magnification so the circle is as large as possible within the FOV. See "Changing the Magnification of the Part Image". Notice that the gage size changes with the magnification.
Move and adjust the size of the Circle gage to exactly overlay the actual circle in the Live View.
Read the Diameter value as displayed in the corner of the Live View. This value is also found in the Gage tab of the Probe Toolbox.