Kalibrera gripdonet genom att öppna fliken Kalibrera pelare i dialogrutan Fixturinställning. Detaljerad information om hur man kalibrerar fixturkomponenter finns i "Kalibrera fixturkomponenter i PC-DMIS".
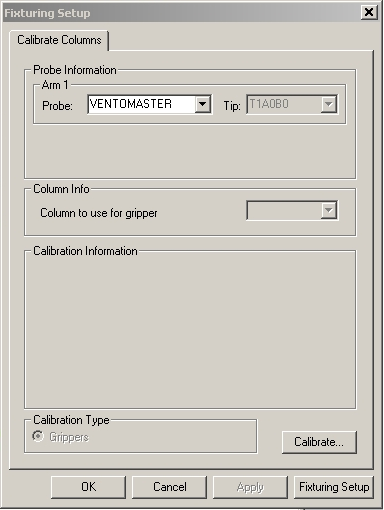
Dialogrutan Fixturinställning - fliken Kalibrera pelare
Följ denna procedur för att kalibrera dina gripdon:
Välj mäthuvudsfil från listan Mäthuvuden i området Mäthuvudsinformation.
Välj den mätspets du kommer att använda vid mätningen från listan Mätspetsar i området Mäthuvudsinformation.
Om magasinet är laddat och du känner till pelarlägena väljer du den pelare som du vill använda i listan i området Pelarinformation för att kalibrera gripdonet. Som standard är alternativet Gripdon markerat i området Kalibreringstyp.
Klicka på Kalibrera.
Kalibreringsprocessen startar med ett meddelande där du ombes att ladda pelaren på gripdonet. Ladda pelaren manuellt på gripdonet och klicka sedan på OK för att gå vidare.
Maskinen flyttar pelaren 200 mm från kanten av fixturvolymen i Y-axeln och vid X-axeln när du laddar den.
Maskinen flyttar sedan till kanten av den användbara fixturvolymen och tillbaka till den ursprungliga startpunkten. Detta simulerar rörelsen maskinen utför när den placerar en fixtur och det förbättrar gripdonskalibreringen.
Maskinen laddar sedan ur pelaren och mäthuvudet växlar till den valda mätspetsen.
Du blir ombedd att ta en enda mätpunkt på pelarsfären.
Ta en enda mätpunkt på pelarsfären. PC-DMIS upprepar ovanstående steg ytterligare två gånger, med pelaren laddad, flyttad och urladdad och mäter automatiskt i CNC-läge.
Resultatet, medelvärdet av de tre upprepningarna av rörelsen och mätningen, lagras av PC-DMIS i programmet Fixturserver. Detta program hanterar fixturinformationen. Du kan köra det på samma dator som PC-DMIS eller från en annan plats på ett nätverk. Programmet Fixturserver skiljer sig från programmet Fixturservergränssnitt vilket används för att konfigurera ditt flexibla fixtursystem. Mer information finns i "Använda Fixtursysteminställning".