Halkanın yüzünün Z ölçüm noktasını belirleyin. Noktanın konumu makine koordinatlarında tanımlanır ve halka ölçüm iç çapının üst ortasına göredir. Bu, "Prob Araç Kutusu: Ölçü sekmesi" kullanılarak yapılabilir. Bu değerler bir halka aracı eklenirken kullanılır.
Probu Kalibre Et iletişim kutusunda, açılır listeden, Prob Ofsetini Kalibre Et'i seçin.
Kullanılabilir Araçlar Listesi'nden gereken aracı seçin veya yeni bir araç tanımlamak için Ekle'yi tıklatın.
Bu örnekte, aşağıdaki değerlerle 20 mm halka aracı belirtebilirsiniz:
Araç Kimliği: 20mm Halka
Araç Türü: HALKA
Çap: 20
Z Noktası X Ofseti: 15
Z Noktası Y Ofseti: 0
Z Noktası Z Ofseti: 0
Başlangıç Noktası Derinlik Başlangıcı: 1 (halka iç çapına yivi yerleştirmek için)
Datum Derinlik Sonu: 14
Odak Ofseti: -0.5 (üst yüzeyden iç çap dairesi odak yüksekliğinden Z'deki mesafeyi sağlar)
Bkz. "Ek B: Bir Halka Aracı Ekleme".
Prob Ofsetini Kalibre Et iletişim kutusunu açmak için Kalibre Et'i tıklatın.
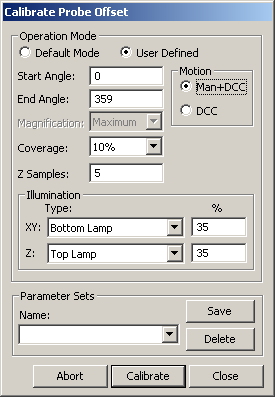
Prob Ofsetini Kalibre Et iletişim kutusu
Gerektiğinde aşağıdaki parametreleri ayarlayın:
İşlem Modu - Varsayılan Mod varsayılan değerleri kullanır. Kullanıcı Tanımlı değerleri düzenlemenize izin verir.
Hareket - Man+DCC modu, sıranın başında üç manuel noktanın alınmasını gerektirir; araç konumunun değiştiğini belirtmeniz veya belirtmemeniz önemli değildir. Kalan noktalar otomatik olarak alınır. Aracın taşındığını belirtmezseniz DCC modu tüm noktaları otomatik olarak alır.
Başlangıç Açısı - Açı, aşağıya bakıldığında veya –Z düzleminde görüldüğü gibi, bir Kartezyen koordinat sisteminde derece cinsindendir. Sıfırlık bir başlangıç açısı, +X eksenine hizalanır. 90'lık bir başlangıç açısı, +Y eksenine hizalanır. Varsayılan değer 0'dır.
Bitiş Açısı - Açı, aşağıya bakıldığında veya –Z düzleminde görüldüğü gibi, bir Kartezyen koordinat sisteminde derece cinsindendir. Sıfırlık bir bitiş açısı, +X eksenine hizalanır. 90'lık bir bitiş açısı, +Y eksenine hizalanır. Varsayılan değer 359'dur.
Burada belirtilen başlangıç açısı ve bitiş açısı temas probu için kullanılan açıdan ve küre ekvatorundan kutba olan açıyla ilgili bir küre aracından farklıdır.
Büyütme - Bu seçenek büyütmeyi "Maksimum" ayara ayarlamanıza veya <Geçerli> büyütmeyi kullanmanıza izin verir. En yüksek doğruluğu sağlamak için vision probu ofsetini kalibre etmek için "Maksimum" büyütmeyi kullanmanız gerekir. "Maksimum" varsayılan ayardır.
Kapsam - Bu yüzde bölgenin hangi bölümünün ölçüm için dahil edildiğini tanımlar. Varsayılan %10'dur.
Başlangıç açısı, bitiş açısı ve kapsama yüzdesi hep birlikte daire çevresindeki vision ölçüm hedeflerinin konumunu ve boyutunu tanımlar. Daha büyük daire boyutları ve daha yüksek optik büyütmeler için, kapsama yüzdesi azaltılarak önemli hız iyileştirmesi elde edilebilir. "Prob Ofseti Kalibre Etme Parametreleri İçin Örnek Vision Daire Hedefleri" konusuna bakın.
Z Örnekleri - Bu değer Z konumunda hesaplamak için alınan Z örneği sayısıdır. Varsayılan 5'tir.
XY Aydınlatması - Bu değer, XY ölçümleri için hangi aydınlatma kaynağının kullanılacağını gösterir. Normalde alttan ve alt aşama aydınlatması halka ölçüsü iç çap kenarı için kullanılır. Bu değer geçerli aydınlatma ayarlarının kullanılması için <Geçerli> olarak da ayarlanabilir.
Z Aydınlatması - Bu değer, Z ölçümleri için hangi aydınlatma kaynağının kullanılacağını gösterir. Normalde halka ölçü yüzeyi için üst ve halka aydınlatma kullanılır. Bu değer geçerli aydınlatma ayarlarının kullanılması için <Geçerli> olarak da ayarlanabilir.
Aydınlatma ayalarından herhangi birinin <Geçerli> değerini kullanmak Halka lambalarını için ampullerin yanmasını veya kapanmasını da belirtir.
Kalibrasyon için iyi çalışan aydınlatma ayarları bulursanız, bir aydınlatma Hızlı Set'i oluşturun, böylece bu ayarlar hızlı bir şekilde geri çağrılabilirler.
Parametre Setleri - Bu alan, vision probunuz için setler oluşturmanıza, kaydetmenize ve kaydedilen setleri kullanmanıza izin verir. Bu bilgi prob dosyasının bir parçası olarak kaydedilir ve vision probunuz için ayarları içerir. Bu parametre seti, otomatik kalibrasyon ölçüm yordamı özelliği de dahil daha sonraki kalibrasyonlar için alınabilir.
Kendi adlandıracağınız parametre setini oluşturmak için:
Prob Ofsetini Kalibre Et iletişim kutusunda, parametrelerden herhangi birini değiştirin.
Parametre Ayarları alanında, Ad kutusuna yeni parametre takımı için bir ad yazın ve Kaydet'i tıklatın. PC-DMIS, yeni parametre setini oluşturduğu konusunda sizi bilgilendiren bir mesaj görüntüler. Kayıtlı bir parametre setini silmek için seçin ve Sil'i tıklatın.
Kalibre Et'i tıklatın. Bir mesaj, nitelendirme aracının taşınıp taşınmadığını veya makine sıfır noktasının değişip değişmediğini sorar:
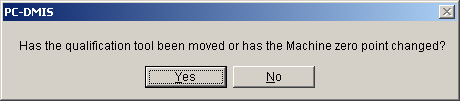
PC-DMIS, aşamada gerçek araç konumunu ölçmediyse Evet'i seçin.
Araç farklı bir prob türüyle zaten ölçüldüyse Hayır'ı seçin.
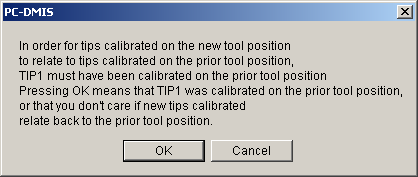
Ucun kalibre edilmesi gerektiğini gösteren hatırlatıcıda Tamam'ı tıklatın.
Araç taşınırsa veya Man+DCC hareketi seçilirse başlangıç noktası iç çap dairesinin en üst çevresinde eşit olarak üç manüel artı nokta alın. Odak dahil aşama konumunu gerektiği gibi ayarlayın. Kalibrasyon sırası hatırlatıcısı otomatik olarak çalışır. İç çap üst kenarında odaklanır, iç çap daireyi ölçer, iç çapa göre Z odak ofsetine gider ve Z konumu odak ölçümünü yapar. Prob ucu ofset verileri halka aracı ölçümüne göre ölçülen ofset ile güncellenir. Araçların taşındığını onayladıysanız, bu ölçüm aşamada aracın XYZ konumunu belirler.