 Perceptron Sensörlerinin Kalibrasyonu
Perceptron Sensörlerinin KalibrasyonuBu adımda açıklanan kalibrasyon süreci lazer sensörü ölçümleri için seçiğiniz seçeneklere ve kurulu olan arayüz türüne bağlı olarak değişebilir. Lazer sensörü kalibrasyonu seçenekler, hakkında ayrıntılar için, "Lazer Probu Ölçme Seçenekleri" konusuna bakın.
PC-DMIS 2019 R2'den başlayarak, PC-DMIS artık Perceptron lazer sensörünü desteklememektedir. PC-DMIS 2019 R2 ve üstünü hala yükleyebilseniz de Perceptron tarayıcıyı kullanan ölçüm yordamlarını çalıştırmayı denerseniz PC-DMIS bir hata görüntüler. Ek bilgi için lütfen Teknik Destek ile iletişime geçin.
 Perceptron Sensörlerinin Kalibrasyonu
Perceptron Sensörlerinin Kalibrasyonu
Perceptron Sensörlerinin Kalibrasyonu
Kalibrasyon sırasında, PC-DMIS geçici olarak o anki pozlamanızı ve varsayılan pozlamalı gri toplam değerleri ve "Kalibrasyon Sırasında Pozlama ve Gri Toplam Ayarları" konusunda kapsanan gri toplam değerlerini geçersiz kılar. Kalibrasyon bittikten sonra, yazılım orijinal değerlerinizi geri yükler.
Perceptron sensörlerini ilk kez kalibre ederken:
Tek bir ucu kalibre etmek için Ofset seçeneğini kullanın.
İlk uç açısını ve diğer uç açılarını kalibre etmek için Uçlar seçeneğini kullanın.
Lazer sensörünüzü ilk defa kalibre etmek için bu prosedürü kullanın:
Prob Yardımcı Programları iletişim kutusunu açmak için Ekle | Donanım Tanımlaması | Prob öğesini seçin.
Etkin Uç Listesi kutusundan, adım 2'de tanımladığınız ucu seçin.
Lazer Probu Seçeneklerini Ölçme iletişim kutusunu açmak için Ölç'ü tıklatın (bu iletişim kutusu hakkında bilgi için, bkz. "Lazer Probu Ölçme").
Kalibrasyon İşlemi Türü'nden, seçeneklerden birini seçin. Sonra Perceptron sensörleri için Ofset'i seçin.
Gerekirse diğer kalibrasyon seçeneklerini belirleyin: Hareket türü, Hareket Hızı, Parametre Takımları ve Kalibrasyon Aracı.
Hem bir temas probu hem de bir lazer probu içeren birden fazla sensörlü CMM kullanıyorsanız, kalibre edilmiş bir temas probunun önce lazer kalibrasyon aracı için küre konumunu bulduğundan emin olun. Bu, lazer sensör ölçüm verilerini temas probu kalibrasyonu ile ilişkilendirir.
Kalibrasyon prosedürünü başlatmak için Ölç öğesini tıklatın. Herhangi bir ekran talimatını izleyin. Gördüğünüz ilk birkaç uyarı, dokunma-tetiği probları için ayar prosedürünün aynısıdır.
MAN veya MAN + DCC hareket seçeneklerini kullanıyorsanız veya "Küre taşındı mı" mesajına Evet yanıtı verdiyseniz, nitelendirme küresini ikiye ayırmanız gerekir. Bilgi için, bkz. "Kalibrasyon Küresini İkiye Ayırma". Ofset kalibrasyonu yaptıktan sonra, "Küre taşındı mı" mesajına Evet cevabı vermediğiniz sürece yazılım artık küreyi ikiye ayırmanızı istemez.
Bazı sensör ucu açıları lazer ışının kalibrasyon aracı gövdesinin bir bölümüne düğmesine neden olabilir. Bazı durumlarda, bu uçların sensör kalibrasyonu için standart sapma beklenen miktarı aşar. Bu gibi durumlarda, PC-DMIS, bu uçların kalibrasyonunu tekrarlamak isteyip istemediğinizi soran bir mesaj görüntüler. Evet'i tıklatırsanız, sistem, kuramsal değerler yerine ilk ölçümle belirlenen ofsetleri ve yönelimi kullanır. Bu da, bu yeniden kalibrasyon sırasında daha doğru olan hedef etrafında kırpma ile sonuçlanır.
Yürütme bittikten sonra, PC-DMIS Öğrenme moduna döner ve Prob Yardımcı Programları iletişim kutusunu açar.
Gerekirse, kalibre edilmesi gereken herhangi bir uç açısını tanımlamak için Açı Ekle'yi tıklatın.
Etkin Uç Listesi kutusundan, kalibre etmek istediğiniz ucu seçin. İlk uç kalibrasyonu, sensör yapılandırması için yalnızca ofset bilgisi bulur.
Lazer Probu Ölçme iletişim kutusunu açmak için Ölç iletişim kutusunu tıklatın. Herhangi bir açı seçmezseniz, yazılım tüm uçları kalibre etmek isteyip istemediğinizi sorar.
Lazer Probu Ölç iletişim kutusundan Uçlar seçeneğini seçin.
Kalibrasyon Aracı için, daha önce kullandığınızla aynı aracı seçin.
Uç kalibrasyonunu başlatmak için Ölç'ü tıklatın. Kalibrasyon bittikten sonra, PC-DMIS, Prob Yardımcı Programları iletişim kutusunu açılır.
PC-DMIS, Ayarlar Düzenleyicisi'nde Perceptron sensörleri için her eksenin Ofsetleri için girişleri HotSpotErrorEstimateX, HotSpotErrorEstimateY ve HotSpotErrorEstimateZ olarak depolar. Ayrıntılar için PC-DMIS Ayarlar Düzenleyicisi dokümantasyonunda "HotSpotErrorEstimateXYZ" konusuna bakın.
Ofsetler veya Sensör kalibrasyonundan birini gerçekleştirdiğinizde, sensörünüzün türüne bağlı olarak, aynı sensörü ve CMM'yi kullanan herhangi bir yeni prob dosyasında yalnızca 8 ila 15 arası adımları gerçekleştirmeniz gerekir.
Taşınabilir HP-L Lazer Sensörlerinin Kalibrasyonu
Taşınabilir HP-L Lazer Sensörlerinin Kalibrasyonu
Bir taşınabilir lazer HP-L sensörünü düzlemsel artifakt kullanarak kalibre etmek için bu prosedürü kullanın:
Probe Yardımcı Programları iletişim kutusundan, Lazer Probu Ölçme iletişim kutusunu açmak için Ölç'ü tıklatın. Bu iletişim kutusu hakkında bilgi için, bkz. "Lazer Prob Ölçme Seçenekleri".
İlgili sensör modunu seçin. Varsayılan Zoom2A'dır.
Kolun ölçüm yapabilmesi için düzlemsel yapıyı uygun bir konuma yerleştirin.
Kalibrasyon prosedürünü başlatmak için Ölç öğesini tıklatın. Herhangi bir ekran talimatını izleyin.
Kalibrasyon prosedürü, düzlemsel yapıya göre farklı konumlarda ve yönelimlerde düzlemsel yapıda 17 lazer şerit almanızı gerektirir. Şeridi almanız gereken yeri görselleştirmenize yardımcı olmak için, Grafik Görüntüleme penceresinin Lazer sekmesinde sistem sarı bir hedef çizgi çizer.
Taşınabilir DCC HP-L Lazer Sensörlerinin Kalibrasyonu
Taşınabilir DCC HP-L Lazer Sensörlerinin Kalibrasyonu
Kalibrasyon işleminin tamamı için jog kutusu üzerindeki besleme düğmesini %100'de tutmanız gerekir. Jog kutusundaki besleme düğmesini %100'ün altına düşürürseniz, sisteminizin doğruluğunu azaltırsınız.
Bu adımda açıklanan kalibrasyon işlemi lazer sensörü seçeneklerine ve kurulu olan arayüz türüne bağlı olarak değişebilir. Kalibrasyon seçenekleri hakkında ayrıntılı bilgi için "Ölçme Lazer Probu Seçenekleri" başlığına bakın.
Lazer sensörünüzü ilk defa kalibre etmek için bu prosedürü kullanın:
Prob Yardımcı Programları iletişim kutusunu açmak için Ekle | Donanım Tanımlaması | Prob öğesini seçin.
Etkin Uç Listesi kutusundan, Adım 2'de tanımladığınız ucu seçin.
Lazer Probu Seçeneklerini Ölçme iletişim kutusunu açmak için Ölç'ü tıklatın (bu iletişim kutusu hakkında bilgi için, bkz. "Lazer Probu Ölçme").
Diğer kalibrasyon seçeneklerini tanımlayın: Parametre Setleri ve Kalibrasyon Aracı.
Hem temas probu hem de lazer probu ile çok sensörlü bir CMM kullanıyorsanız, lazer probunu aynı küre üzerinde kalibre etmeden önce kalibre edilmiş bir temas probu kullanarak kalibrasyon küresini bulmanız gerekir. Bu, kalibrasyon işlemini tamamladıktan sonra tüm problar için temas ve lazer ölçümleri arasında doğru ilişkiyi kurar.
Kalibrasyon prosedürünü başlatmak için Ölç öğesini tıklatın. Herhangi bir ekran talimatını izleyin. Gördüğünüz ilk birkaç uyarı, dokunma-tetiği probları için ayar prosedürünün aynısıdır.
"Küre hareket etti mi" mesajına Evet yanıtı verirseniz, yeterlilik küresini ikiye ayırmanız gerekir. Bilgi için, bkz. "Kalibrasyon Küresini İkiye Ayırma". Ofset kalibrasyonu yaptıktan sonra, "Küre taşındı mı" mesajına Evet cevabı vermediğiniz sürece yazılım artık küreyi ikiye ayırmanızı istemez.
Gerekirse, kalibre edilmesi gereken herhangi bir uç açısını tanımlamak için Açı Ekle'yi tıklatın.
Etkin Uç Listesi kutusundan, kalibre etmek istediğiniz ucu seçin.
Lazer Probu Ölçme iletişim kutusunu açmak için Ölç iletişim kutusunu tıklatın. Herhangi bir açı seçmezseniz, yazılım tüm uçları kalibre etmek isteyip istemediğinizi sorar.
Uç seçeneğini seçin.
Kalibrasyon Aracı için, daha önce kullandığınızla aynı aracı seçin.
Uç kalibrasyonunu başlatmak için Ölç'ü tıklatın. Kalibrasyonu bittikten sonra, PC-DMIS, Prob Yardımcı Programları iletişim kutusunu gösterir.
Bazı sensör ucu açıları lazer ışının kalibrasyon aracı gövdesinin bir bölümüne düğmesine neden olabilir. Bazı durumlarda, bu uçların sensör kalibrasyonu için standart sapma beklenen miktarı aşar. Bu gibi durumlarda, PC-DMIS, bu uçların kalibrasyonunu tekrarlamak isteyip istemediğinizi soran bir mesaj görüntüler. Evet'i tıklatırsanız, sistem, kuramsal değerler yerine ilk ölçümle belirlenen ofsetleri ve yönelimi kullanır. Bu da, bu yeniden kalibrasyon sırasında daha doğru olan hedef etrafında kırpma ile sonuçlanır.
CWS/WLS Sensörlerinin Kalibrasyonu
CWS/WLS Sensörlerinin Kalibrasyonu
CWS uç ofsetini bir küre üzerinde kalibre edebilirsiniz. Yüzeyi az yansıtıcı olan küre takımlar yüzeyi çok yansıtıcı olanlardan daha iyi sonuç verir. Sabit monteli çok sensörlü makinelerde ve TKJ konektörü olan indeksleme milleri üzerinde kalibrasyon desteklenir.
Kalibrasyon geçerli sıcaklık telafisi kullanılarak yürütülür.
Çoğu CWS prob kafasının ölçüm aralığı küçüktür. Bu, kalibrasyonun başarıyla yürütülmesi için, takım hareket ettiğinde veya Manuel+DCC hareketi kullanılırken alınan manuel noktanın kürenin kutbuna veya en yakın noktaya çok yakın olması gerektiği anlamına gelebilir.
Kalibrasyonun yürütülmesi sırasında makine otomatik olarak CWS ölçüm aralığının orta konumuna veya her nokta için gereken ölçüm aralığı konumuna gider.
PC-DMIS tek bir kalibrasyon işleminde birden fazla mil açısı uç kalibrasyonunu desteklemez. Her ucu ayrı olarak kalibre etmeniz gerekir.
Bir mil açısı ucunu ilk defa kalibre ederken ve takım hareket etmemiş durumdayken Man+DCC öğesini seçin. Bu ucun daha sonraki tüm ölçümlerinde DCC'yi seçin.
Kalibrasyon ölçümü işlem dizisinden önce veya sonra hiçbir otomatik açıklık hareketleri yoktur. Kalibrasyonu başlatmadan önce belirtilen uç için mili uygun konuma getirmek için olası mil dönüşü için yeterli açıklık olduğundan emin olun. Ölçüme başlama konumuna gitmek için yeterli prob açıklığı bulunduğundan emin olun.
Aşağıdaki adımlar, ilk kez için lazer sensörünüzü kalibre etmek için prosedürün ana hattıdır:
Ekle | Donanım Tanımı | Prob menü öğesini seçin.
Prob Yardımcı Programları iletişim kutusunda, CWS probunu ve ipucunu tanımlar.
Prob Ofsetini Kalibre Et iletişim kutusunu açmak için Ölç'ü seçin.
Prob Ofsetini Kalibre Et iletişim kutusundan, ayarları yapılandırın ve Kalibre Et'i tıklatın. PC-DMIS, nitelendirme aracının hareket edip etmediğini veya makine sıfır noktasının değişip değişmediğini doğrulamak için bir mesaj görüntüler.
Evet'i seçerseniz, PC-DMIS Yürütme iletişim kutusunu görüntüler ve manuel bir nokta almanızı ister. Noktanın, prob ve prob vektörü perspektifinden kürenin en üstünde veya buna en yakın noktada olması gerekir.
Hayır'ı seçerseniz, PC-DMIS Yürütme iletişim kutusunu da görüntüler ve DCC ölçümüne başlar.
Kalibrasyon ölçümü tamamlandıktan sonra, ayrıntılı sonuçları görmek için Prob Yardımcı Programları iletişim kutusunda Sonuçlar'ı tıklatın.
Sonsuz Mil DCC HP-L Lazer Sensörlerini Eşleme
Sonsuz Mil DCC HP-L Sensörlerini Eşleme
CW43L gibi HP-L lazer sensörünün ve sınırsız indekslenebilir milin bir donanım yapılandırması Lazer Mil Eşleşmesi (LWM) yoluyla sınırsız uç yönelimlerini nitelendirme özelliklidir.
Belirli bir sensör için LWM oluşturduğunuzda, sensöre yeni uçlar eklerseniz, bunlar otomatik olarak nitelendirilir ve ölçüme başlayabilirsiniz.
Her mil bileşeni değiştiğinde LWM'yi yeniden oluşturmanız gerekir (örneğin, CJoint değiştiğinde). Ayrıca, bu durum aygıt yapısı ve üretici tavsiyelerini temel alarak değişebileceğinden, bir mil haritalamak için uygun zamanlarda donanım ve tedarikçi bilgisine başvurun.
Aşağıdaki adımlar sonsuz mil DCC HP-L lazer sensörlerini eşleme prosedürünü ana hatlarıyla açıklamaktadır:
Sensörleri tanımlama:
Prob Yardımcı Programları iletişim kutusunda, aşağıda gösterilen biçimde bir sensör oluşturun:
CW43L gibi sonsuz indekslenebilen mil
CJoint
HP-L lazer sensörü
Örnek:
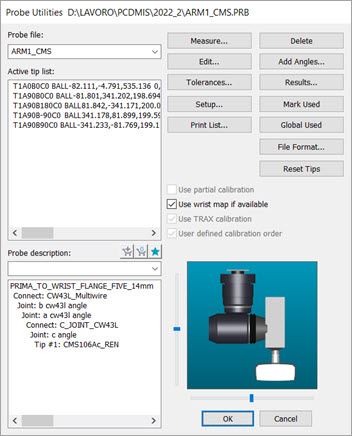
Bir HP-L lazer sensörü ve sürekli bir mili olan örnek Prob Yardımcı Programları iletişim kutusu
Uygun olduğunda mil haritası kullan onay kutusu'nu seçin.
Probu Ölç iletişim kutusunu görüntülemek için Ölç düğmesini tıklatın.
Örnek:
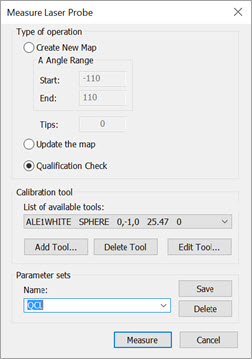
CW43L sensörü için Lazer Probu Ölç iletişim kutusu
Haritayı oluştur:
Lazer Probu Ölç iletişim kutusundan Yeni Eşleme Oluştur seçeneğini seçin.
A Açısı Aralığı için, kullanabilir mile göre istenen Başlangıç ve Bitiş değerlerini yazın.
B ve C açıları her zaman tam fiziki aralık içinde eşlenir (tipik olarak, -180 ila +180 derece arası).
Uçlar kutusunda haritayı oluşturmak için ölçülen toplam uç sayısı görüntülenir.
Ölç'ü tıklatın.
PC-DMIS, küre aracının çevresinde beş sensör yönelimi ölçer.
PC-DMIS, eşleme kılavuzunda uçların tümünü ölçer.
Varolan bir Haritayı Güncelleme
Haritayı oluşturduğunuzda, Sensörün - Mil sisteminin bir geometrik veya termal parametresi değiştiğinde tüm uçlar için doğru nitelendirmeyi kurtarabilirsiniz. Örneğin, sensör fiziki bir çakışmayla karşılaştıktan veya oda sıcaklığı değiştikten sonra.
Doğru nitelemeyi kurtarmak için:
Prob Ölç iletişim kutusundan, Eşlemeyi güncelle seçeneğini seçin.
Ölç'ü tıklatın. PC-DMIS, harita oluşturma süreci sırasında ölçüldükçe küre aracının etrafında aynı beş sensör yönelimini yeniden ölçmek için başlar.
Nitelendirme Denetimi Gerçekleştirme
Seçili prob dosyası içinde belirttiğiniz uç yönelimlerini yeniden ölçmek için bu seçeneği kullanın. PC-DMIS bu uç yönelimleri için önceden ölçülen verilerle karşılaştırma yapar. Bu karşılaştırmayı daha sonra tam bir eşleşme güncellemesi gerekip gerekmediğini belirlemek için kullanabilirsiniz. Bu işlem, seçilen prob dosyası içinde gerçekleştirilen bir salt denetim prosedürüdür ve uç ofsetlerini güncellemez.
Eşlenen Miller için Parametre Setlerini Tanımlama
Bir mil eşleşmesi oluşturmak veya güncellemek için ve ayrıca bir Nitelendirme Denetimi çalıştırmak için bir parametre seti tanımlayabilirsiniz. Aynı işlemleri gerçekleştirmek için bir ölçüm yordamı içinde OTOMATİK KALİBRE ET komutunu da kullanabilirsiniz.
Bir parametre seti tanımlamak için:
Prob Ölç iletişim kutusunda istenen değerleri seçin ve girin.
Prob Yardımcı Programları iletişim kutusunda, denetlenecek istenen uçları seçin.
Ad kutusuna parametre takımı için bir ad yazın.
Kaydet 'i tıklatın.
İletişim kutusunu kapatmak için İptal'e tıklatın.
Parametre setleri ve AUTOCALIBRATE komutunu kullanma hakkında daha fazla bilgi için, PC-DMIS Çekirdek dokümantasyonunda "Mil Kalibrasyonu ile Çift Kol Örneği" konusuna bakın.
Daha fazla bilgi için:
Kalibrasyon Küresini Manuel İki Eşit Parçaya Bölme