 Kalibrera Perceptron-sensorer
Kalibrera Perceptron-sensorerKalibreringsprocessen som beskrivs i detta steg kan variera beroende på alternativen du valde för mätningarna med lasersensorn och typen av installerat gränssnitt. Läs ämnet "Alternativ för laserkalibrering" om du vill ha mer ingående information om kalibreringsalternativ för lasersensorer.
Från och med PC-DMIS 2019 R2 stöder PC-DMIS inte längre Perceptron-lasersensorn. Även om du kanske fortfarande kan installera PC-DMIS 2019 R2 och senare så visas ett felmeddelande i PC-DMIS om du försöker köra mätrutiner som använder Perceptron-scannern. Kontakta teknisk support för mer information.
Kalibrera Perceptron-sensorer
Vid kalibrering åsidosätts dina nuvarande exponerings- och gråsummevärden tillfälligt med de standardvärden för exponering och gråsumma i PC-DMIS som står i avsnittet "Inställningar för exponering och gråsumma under kalibrering". När kalibreringen är klar återställs dina egna värden i programmet.
När du kalibrerar Perceptron-sensorer för första gången:
Kalibrerera en enda mätspets med alternativet Offset.
Kalibrera den första mätspetsvinkeln och eventuella andra mätspetsvinklar med alternativet Mätspetsar.
Använd den här proceduren för att kalibrera lasersensorn för första gången:
Välj Infoga | Hårdvarudefinition | Mäthuvud så att dialogrutan Mäthuvud öppnas.
Välj den mätspets som du definierade i steg 2 från listan Aktiva mätspetsar.
Klicka på Mät för att öppna dialogrutan Kalibrera laser (mer information om hur du använder den här dialogrutan finns i avsnittet "Kalibreringsalternativ för laser").
Välj något av alternativen i Kalibreringstyp. För Perceptron-sensorer väljer du Offset.
Definiera andra kalibreringsalternativ efter behov: typ av Rörelse, Transporthastighet, Parameterinställningar och Kalibreringsverktyg.
Om du använder en CNC-maskin med flera sensorer och både beröringskänsligt mäthuvud och lasermäthuvud måste sfärens läge för laserkalibreringsnormalen först hittas med ett kalibrerat beröringskänsligt mäthuvud. Då kan mätdata från lasersensorn korreleras med kalibreringen av det beröringskänsliga mäthuvudet.
Klicka på Mät för att starta kalibreringsproceduren. Följ instruktionerna på skärmen. De första meddelandena du ser är identiska med de för inställningsproceduren av brytande mäthuvuden.
Om du använder rörelsealternativen MAN eller MAN+CNC eller om du svarar Ja på meddelandet "Har sfären flyttats" måste du justera laserstrålen så att den träffar mitt på referenskulan. Mer information finns i "Justering av laserstrålen så att den träffar mitt på referenskulan". När du utför en offsetkalibrering får du inte längre frågan om du vill justera sfären såvida du inte svarar Ja på frågan "Har sfären flyttats".
Med en del sensorers mätspetsvinklar kan laserstrålen hamna på en del av kalibreringsnormalskaftet. I vissa fall kan standardavvikelsen för sensorkalibreringen av dessa mätspetsar överskrida de förväntade värdena. Då visas ett meddelande i PC-DMIS där du får frågan om du vill upprepa kalibreringen av dessa mätspetsar. Om du klickar på Ja använder systemet värden för offset och riktning från den första mätningen i stället för att använda de teoretiska värdena. Detta resulterar i en noggrannare klippning runt målet under omkalibreringen.
När körningen är klar återgår PC-DMIS till inlärningsläget och öppnar dialogrutan Mäthuvud.
Klicka på Lägg till om du vill definiera andra mätspetsvinklar som behöver kalibreras.
Välj de mätspetsar som du vill kalibrera i listan Aktiva mätspetsar. Vid den första mätspetskalibreringen hittas endast offsetinformation för sensorkonfigurationen.
Klicka på knappen Mät så öppnas dialogrutan Kalibrera laser. Om inga vinklar har valts får du frågan om du vill kalibrera alla mätspetsar.
Välj alternativet Mätspetsar i dialogrutan Kalibrera laser.
I Kalibreringsnormal ska du välja samma verktyg som du använde tidigare.
Klicka på Mät så startas mätspetskalibreringen. När kalibreringen är klar öppnas dialogrutan Mäthuvud i PC-DMIS.
Posterna för offsetvärdena för varje axel på Perceptron-sensorerna lagras i PC-DMIS Inställningar som HotSpotErrorEstimateX, HotSpotErrorEstimateY och HotSpotErrorEstimateZ. Mer information finns i "HotSpotErrorEstimateXYZ" i dokumentationen för PC-DMIS Inställningar.
När du kalibrerar offsetvärden eller sensorer behöver du, beroende på typen av sensor, bara utföra steg 8 till 15 för nya mäthuvudsfiler som använder samma sensor och mätmaskin.
 Kalibrera bärbara HP-L-lasersensorer
Kalibrera bärbara HP-L-lasersensorer
Kalibrera bärbara HP-L-lasersensorer
Använd den här proceduren för att en bärbar HP-L-sensor med ett plant kalibreringsobjekt:
Klicka på Mät i dialogrutan Mäthuvud så öppnas dialogrutan Kalibrera laser. Mer information om den här dialogrutan finns i "Alternativ för laserkalibrering".
Välj lämpligt sensorläge. Standardvärdet är Zoom2A.
Placera det plana objektet i ett läge som är enkelt för armen att mäta.
Klicka på Mät för att starta kalibreringsproceduren. Följ instruktionerna på skärmen.
Under kalibreringsproceduren ska du hämta 17 laserremsor från det plana objektet i olika lägen och från olika riktningar. För att göra det enkelt för dig att visualisera varifrån du ska hämta remsorna så ritar systemet en gul mållinje på fliken Laser i Grafikfönstret.
Kalibrera CNC HP-L-lasersensorer
Kalibrera CNC HP-L-lasersensorer
Matningsratten på handenheten måste hållas på 100 % under hela kalibreringen. Om du minskar matningen till mindre än 100 % med matningsratten minskas noggrannheten i systemet.
Kalibreringsprocessen som beskrivs i detta steg kan variera beroende på lasersensoralternativen och typen av installerat gränssnitt. Läs ämnet "Kalibreringsalternativ för laser" för detaljerad information om Kalibreringsalternativ.
Använd den här proceduren för att kalibrera lasersensorn för första gången:
Välj Infoga | Hårdvarudefinition | Mäthuvud så att dialogrutan Mäthuvud öppnas.
Välj den mätspets som du definierade i steg 2 från listan Aktiva mätspetsar.
Klicka på Mät för att öppna dialogrutan Kalibrera laser (mer information om hur du använder den här dialogrutan finns i avsnittet "Kalibreringsalternativ för laser").
Definiera andra kalibreringsalternativ: Sparade inställningar och Kalibreringsnormal.
Om du använder en mätmaskin med flera sensorer och både ett beröringskänsligt mäthuvud och ett lasermäthuvud måste du först hitta kalibreringssfärens läge med ett kalibrerat beröringskänsligt mäthuvud innan du kalibrerar lasermäthuvudet på samma sfär. När kalibreringsprocessen har slutförts etableras då ett korrekt förhållande mellan beröringskänsliga mätningar och lasermätninger för alla mäthuvuden.
Klicka på Mät för att starta kalibreringsproceduren. Följ instruktionerna på skärmen. De första meddelandena du ser är identiska med de för inställningsproceduren av brytande mäthuvuden.
Om svarar Ja på meddelandet "Har sfären flyttats" måste du justera laserstrålen så att den träffar mitt på kalibreringssfären. Mer information finns i "Justering av laserstrålen så att den träffar mitt på referenskulan". När du utför en offsetkalibrering får du inte längre frågan om du vill justera sfären såvida du inte svarar Ja på frågan "Har sfären flyttats".
Klicka på Lägg till om du vill definiera andra mätspetsvinklar som behöver kalibreras.
Välj de mätspetsar som du vill kalibrera i listan Aktiva mätspetsar.
Klicka på knappen Mät så öppnas dialogrutan Kalibrera laser. Om inga vinklar har valts får du frågan om du vill kalibrera alla mätspetsar.
Välj ett alternativ i Mätspetsar.
I Kalibreringsnormal ska du välja samma verktyg som du använde tidigare.
Klicka på Mät så startas mätspetskalibreringen. När kalibreringen är klar öppnas dialogrutan Mäthuvud i PC-DMIS.
Med en del sensorers mätspetsvinklar kan laserstrålen hamna på en del av kalibreringsnormalskaftet. I vissa fall kan standardavvikelsen för sensorkalibreringen av dessa mätspetsar överskrida de förväntade värdena. Då visas ett meddelande i PC-DMIS där du får frågan om du vill upprepa kalibreringen av dessa mätspetsar. Om du klickar på Ja använder systemet värden för offset och riktning från den första mätningen i stället för att använda de teoretiska värdena. Detta resulterar i en noggrannare klippning runt målet under omkalibreringen.
Kalibrera CWS/WLS-sensorer
Du kan kalibrera CWS-mätspets offset på en sfär. Sfäriska verktyg med en mindre reflekterande yta fungerar bättre än de med en hög reflekterande yta. Kalibrering stöds på fast montering av multisensor-maskiner och på indexerade vridbara huvuden med en TKJ-kontakt.
Kalibreringen körs med den aktuella temperaturkompensationen.
Mätområdet för de flesta av CWS-mäthuvuden är litet. Detta kan betyda den manuella punkten som tagits när verktyget rört sig eller när du använder Man+CVC rörelsen måste vara mycket nära den sfäriska polen eller närmaste punkt för att kalibreringen ska kunna exekveras.
Under körningen av kalibrering, rör sig maskinen automatiskt till mitten av CWS-mätområdet eller till det nödvändiga läget för mätområdet för varje punkt.
Det finns inte stöd för kalibrering av mätspetsvinkeln i en enda kalibreringsåtgärd i PC-DMIS. Du måste kalibrera varje mätspets separat.
När du kalibrerar en mätspetsvinkel för första gången och verktyget inte har rört sig, ska du välja Man+CNC. För alla efterföljande mätningar för denna mätspets väljer du CNC.
Det finns inget automatiskt frigångsavstånd före eller efter sekvensen för kalibreringsmätningen. Säkerställ att frigångsavståndet är tillräckligt för varje vinkelrotation som krävs för att positionera riktningen för den angivna mätspetsen innan du startar kalibreringen. Säkerställ mäthuvudets frigångsavstånd för flytt till mätningens startläge.
Följande steg beskriver proceduren för den första kalibreringen av din lasersensor:
Välj menyalternativet Infoga | Hårdvarudefinition | Mäthuvud.
Definiera det beröringskänsliga mäthuvudet och mätspetsen i dialogrutan Mäthuvud.
Välj Mät för att öppna dialogrutan Kalibrera mäthuvudsoffset.
Utgå från dialogrutan Kalibrera mäthuvudsoffset, konfigurera inställningarna och klicka på Kalibrera. Ett meddelande visas i PC-DMIS där du blir ombedd att verifiera om kalibreringsnormalen har flyttats eller maskinens nollpunkt ändrats.
Om du väljer Ja visar PC-DMIS dialogrutan Exekvering och uppmanar dig att manuellt ta en punkt. Punkten bör vara på toppen av eller vid den närmaste punkten i sfären från perspektivet av mäthuvud och mäthuvudsvektorn.
Om du väljer Nej, visas dialogrutan Exekvering och påbörjar CNC-mätning.
När kalibreringsmätningen är klar, klicka på Resultat i dialogrutan Mäthuvud för mer detaljerad information.
Mappning av steglöst vridbara CNC HP-L-lasersensorer
Mappning av steglöst vridbara CNC HP-L-sensorer
En hårdvarukonfiguration med en HP-L-lasersensor och ett steglöst vridbart mäthuvud som CW43L ger möjligheter att kalibrera oändliga mätspetsriktningar med en lasermäthuvudskompensering (LWM - Laser Wrist Map).
När du har skapat lasermäthuvudkompenseringen för en sensor och lägger till nya mätspetsar till sensorn så kommer de automatiskt att kalibreras och du kan börja mäta.
Du måste återskapa lasermäthuvudskompenseringen varje gång som en komponent i mäthuvudet ändras (till exempel om CJoint ändras). Du kan även gå till maskinvaru- och leverantörsinformationen för att lära dig mer om när du bör kompensera ett vridbart mäthuvud eftersom detta kan variera beroende på enhetens konstruktion och tillverkarens rekommendationer.
Följande steg beskriver proceduren för mappning av steglöst vridbara CNC HP-L-lasersensorer:
Definiera sensorn:
Följ stegen nedan och skapa en sensor i dialogrutan Mäthuvud:
Steglöst vridbart mäthuvud, så som CW43L
CJoint
HP-L-lasersensor
Exempel:
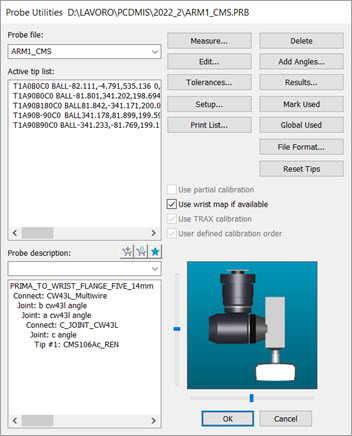
Exempel på dialogrutan Mäthuvud med en HP-L-lasersensor och steglöst vridbart mäthuvud
Markera kryssrutan Anv. mäth.komp. (om tillgängl.)
Klicka på Mät så öppnas dialogrutan Kalibrera mätspetsar.
Exempel:
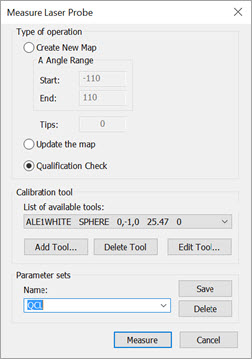
Dialogrutan Kalibrera laser för CW43L-sensorn
Skapa matrisen:
Välj alternativet Skapa ny matris i dialogrutan Kalibrera mätspetsar.
Skriv in värden för Start och Slut i A-vinkelområde enligt det tillgängliga vridbara mäthuvudet
Vinklarna B och C mappas alltid inom hela det fysiska området (normalt -180 till +180 grader).
I rutan Mätspetsar visas det totala antalet mätspetsar som ska mätas för att skapa matrisen.
Klicka på Mät.
Fem sensorriktningar mäts runt den sfäriska normalen i PC-DMIS.
Alla mätspetsar i mappningsmatrisken mäts i PC-DMIS.
Uppdatera en befintlig matris
När du har skapat matrisen kan du återställa den korrekta kalibreringen för alla mätspetsar när en geometrisk eller termisk parameter för sensor-/mäthuvudssystemet har ändrats. Till exempel efter en fysisk kollision med sensorn eller om rumstemperaturen har ändrats efter att du skapade matrisen.
Så här återställer du den korrekta kalibreringen:
Välj alternativet Uppdatera matrisen i dialogrutan Kalibrera mätspetsar.
Klicka på Mät. PC-DMIS börjar mäta om samma fem sensorriktningar runt den sfäriska normalen som mättes när matrisen skapades.
Utföra en kalibreringskontroll
Använd det här alternativet för att mäta om de mätspetsriktningarna som är definierade i den valda mäthuvudsfilen. Då görs en jämförelse med tidigare mätta data för samma mätspetsriktningar. Du kan sedan använda jämförelsen för att avgöra om det behövs en fullständig uppdatering av kompenseringen. Denna procedur är endast en revidering av den valda mäthuvudsfilen och uppdaterar inte offset för mätspetsarna.
Definiera sparade inställningar för vridbara mäthuvuden med kompensering
Du kan definiera sparade inställningar eller uppdatera en mäthuvudskompensering samt köra en kalibreringskontroll. Du kan även använda kommandot AUTOKALIBRERA i en mätrutin för att utföra samma åtgärder.
Så här definierar du en sparad inställning:
Välj och ange värden i dialogrutan Kalibrera mätspetsar.
Välj de mätspetsar du vill kontrollera i dialogrutan Mäthuvud.
Skriv in ett namn på parametergruppen i rutan Namn.
Klicka på Spara.
Klicka på Avbryt för att stänga dialogrutan.
Mer information om sparade inställningar och hur man använder kommandot AUTOKALIBRERA finns i "Exempel på mäthuvudskalibrering med dubbla armar" i den grundläggande dokumentationen om PC-DMIS.
Mer:
Alternativ för laserkalibrering
Manuell justering av laserstrålen så att den träffar mitt på referenskulan