此校驗程序可確定視覺測頭的測頭偏移。PC-DMIS 影像測量 亦允許使用不同類型的測尖校驗多感應器組態。例如,根據相同工具測量視覺測頭和接觸式測頭,確定公共的偏移參照系。每個測尖校驗的偏移值可以對公共工具(如環形量規或球體)進行交叉引用。如需更多資訊,請參閱「測尖和工具的關係」主題。
根據公共工具或標準件校驗測尖類型(全部爲接觸式測頭,或是接觸式測頭、視覺測頭或鐳射測頭的組合),可以將某一個測尖的測量與其他不同測尖的測量相結合。
使用測頭偏移校驗時
這時使用測頭校驗:
當您的測量系統有多個測頭時
當您有不同放大倍數的視頻測頭(如 1X 和 2X 鏡頭或雙虛擬相機)
首先校準哪種測頭類型無關緊要。然而,在 CMM 上,您通常會首先校準「接觸式測頭」,並在 影像 Multi Sensor 機器上進行校準,首先要校準光學探頭。在第二個測頭的校準期間,您對該問題的回答必須是否,「是否已移動驗證工具或更改機器零點?.
一旦獲知工作台上的工具位置,並且從測頭公用程式對話方塊校驗了測尖偏移,即可向測量常式新增自動校驗活動測尖步驟,來作為測量常式之一部份校驗測頭偏移。若有接觸式測頭,影像 測頭的自動校驗將根據指定的參數設定執行。
關於 影像 測頭的更多資訊,請參閱「測頭定義的注意事項」和「影像 測頭校驗」主題。
測尖偏移校驗已進行了擴展,現支援用球體或環形工具校驗接觸式測頭和視覺測頭的偏移。其使用遵循測尖偏移和直徑校驗的一般規則。
在開始視覺測頭校驗前,務必爲視覺測頭校驗光學中心(若有變焦儲存格) 、視野和照明。本例使用環形工具進行測量。
校驗 影像 測頭偏移
CWS 感測器在設定選項對話方塊中沒有標籤選項。有關校準 CWS 感測器探頭偏移的詳細資訊,請參閱 PC-DMIS 鐳射文檔中的「步驟4:校準鐳射測頭」。
確定環面的 Z 測量點。此點的位置在測量機坐標中定義,並且與環形量規孔徑的頂部中心有關。此操作可在「測頭工具箱:量規」中完成。新增環形工具時將使用這些值。
從校驗測頭對話方塊的下拉式清單選取校驗測頭偏移。
從可用工具清單選擇所需的工具,或按一下新增定義新工具。
在此範例中,您可以為 20mm 的環形工具指定以下值:
工具 ID:20mm 環
工具類型:環
直徑:20
Z 點偏移 X:15
Z 點偏移 Y: 0
Z 點偏移 Z: 0
基準深度起點:1(以容納環孔上的倒角)
基準深度終點:14
對焦偏移:-0.5(指定從頂面到孔徑圓焦點高度的 Z 距離)
請參閱「附錄 B:新增環形工具」。
按一下校驗,開啟校驗測頭偏移對話方塊。
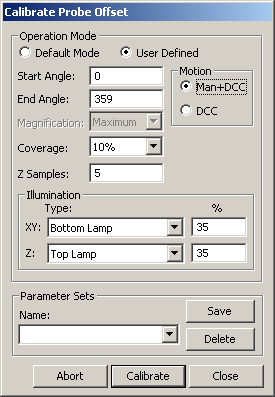
根據需要設定下列參數:
操作模式 - 預設模式使用預設值。使用者定義,使您能夠更改值。
運動 - Man+DCC 模式要求不論您指示工具位置是否有變更,均要在開始時手動採集 3 個點。其餘點將自動採集。DCC 模式自動採集所有點,除非您指示工具發生了移動。
起始角 - 俯視直角坐標系或 –Z 坐標中以度為單位的角度。起始角為 0 表示對齊 +X 軸。起始角為 90 表示對齊 +Y 軸。預設值爲 0。
結束角 - 俯視直角坐標系或 –Z 軸中以度為單位的角度。結束角度爲 0 表示對齊 +X。結束角度爲 90 表示對齊 +Y 軸。預設值爲 359。
此處指定的起始角度和結束角度不同於接觸式測頭和球體工具所使用的角度,後者與球體大圓到極點的角度有關。
放大倍率 - 此選項允許將放大倍率設爲「最大」或是使用 <目前> 放大倍率。爲確保最高精度,應使用「最大」放大倍率校驗 影像 測頭偏移。預設爲「最大」。
範圍 - 此值定義多大區域將包含在測量中。預設值爲 10%。
起始角度、結束角度和範圍百分比共同定義了圓週圍 影像 測量目標的位置和大小。圓越大,光學放大倍率越高,透過減小範圍百分比提高速度就越明顯。請參閱「校驗測頭偏移參數的影像圓目標樣本」主題。
Z 樣本 - 是計算 Z 位置所要採集的 Z 樣本數。預設值爲 5。
照明 XY - 這指示 XY 測量使用的照明源。環形量規孔徑邊緣一般使用底部照明或子級照明。此值亦可設爲<目前>來使用目前照明設定。
照明 XY - 這指示 XY 測量使用的照明源。一般將使用照明的上部或環。此值亦可設爲<目前>來使用目前照明設定。
這兩種照明設定中的任何一種均可使用<目前>設定,無論環形燈的燈泡是開啟抑或關閉。
若發現照明設定適合校驗,可建立照明快速設定,即可快速回叫這些設定。
參數集 - 它允許您建立、儲存參數集並對 影像 測頭使用所儲存的參數集。此資訊作爲測頭檔案的一部分儲存,它包含視覺測頭的設定。以後校驗時可擷取此參數集,其中包含自動校驗測量常式特徵。
若要建立自己命名的參數設定:
修改校驗測頭偏移對話方塊上的任意參數。
從參數集區域,在名稱方塊鍵入新參數集的名稱,並按一下儲存。PC-DMIS 將顯示一條訊息,告知您已建立新的參數集。要刪除已儲存的參數集,選取該參數集,然後按一下刪除。
按一下校準。出現一條訊息詢問校驗測尖用之標準件是否被移動或或者機器原點是否已變更:
若 PC-DMIS 尚未測量工作台上的實際工具位置,選擇是。
若已使用不同類型的測頭測量了工具,選擇否。
在提醒必須校驗測尖時按一下確定。
如果工具已經移動,或已選取 Man+DCC 移動,應繞基準孔徑圓的頂部,均勻地手動採集 3 個十字線點。調整工作台位置(包括焦點)。其餘校驗序列將自動執行。它將對焦孔徑頂邊,測量孔徑圓,相對於孔徑移至 Z 焦點偏移,並執行 Z 位置對焦測量。測尖偏移資料和測量偏移根據環形工具測量進行更新。若確認工具已被移動,此測量將確定工具在工作台上的 XYZ 位置。
更多資訊: