Ermitteln Sie einen Z-Messpunkt an der Seite des Rings. Die Position dieses Punktes wird in den Maschinenkoordinaten festgelegt und ist relativ zur oberen Mitte der Ringmesslehrenbohrung. Dies kann mithilfe der "Taster-Werkzeugleiste: Registerkarte 'Messlehre'" erfolgen. Diese Werte werden beim Hinzufügen eines Ring-Kalibriernormals verwendet.
Wählen Sie Tasterversatz kalibrieren aus der Auswahlliste im Dialogfeld Taster kalibrieren aus.
Wählen Sie das benötigte Normal aus der Liste der verfügbaren Kalibriernormale aus oder klicken Sie auf Hinzufügen, um ein neues Normal festzulegen.
In diesem Beispiel kann ein Kalibrierring von 20 mm mit folgenden Werten angegeben werden:
Kalibriernormal-ID: 20mm-Ring
Kalibriernormaltyp: RING
Durchmesser: 20
Z-Punkt-Versatz-X: 15
Z-Punkt Versatz-Y: 0
Z-Punkt Versatz-Z: 0
Anfang Bezugstiefe: 1 (um die Abschrägung auf der Ringbohrung unterzubringen)
Ende Bezugstiefe: 14
Fokusversatz: -0,5 (gibt den Abstand in Z von der Stirnoberfläche zur Bohrungskreis-Fokushöhe an)
Siehe auch "Anhang B: Hinzufügen eines Ring-Kalibriernormals"
Klicken Sie Kalibrieren, um das Dialogfeld Tasterversatz kalibrieren aufzurufen.
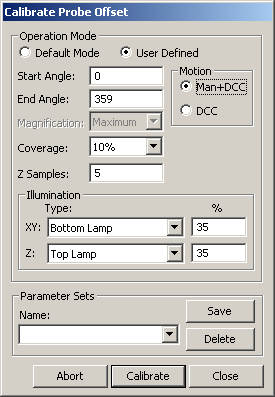
Dialogfeld "Tasterversatz kalibrieren"
Stellen Sie je nach Bedarf die nachfolgenden Parameter ein.
Betriebsmodus - Der Standardmodus verwendet die Standardwerte. Die Option Benutzerdefiniert läßt Sie die Werte anpassen.
Bewegung - Für den Modus Man.+CNC müssen drei manuelle Punkte zu Beginn der Abfolge aufgenommen werden, unabhängig davon, ob Sie angegeben haben, dass sich die Kalibriernormalposition geändert hat. Die übrigen Punkte werden automatisch aufgenommen. Im CNC-Modus werden alle Punkte automatisch aufgenommen, es sei denn, Sie haben angegeben, dass sich das Kalibriernormal bewegt hat.
Startwinkel - Winkel in Grad in einem kartesischen Koordinatensystem aus der Sicht von oben oder -Z. Ein Startwinkel von 0 würde mit +X ausgerichtet sein. Ein Startwinkel von 90 würde nach der +Y-Achse ausgerichtet sein. Der Standardwert lautet 0.
Endwinkel - Winkel in Grad in einem kartesischen Koordinatensystem aus der Sicht von oben oder -Z. Ein Endwinkel von 0 würde mit +X ausgerichtet sein. Ein Endwinkel von 90 würde nach der +Y-Achse ausgerichtet sein. Der Standardwert lautet 359.
Die hier festgelegte Start- und Endwinkel unterscheidet sich von dem Winkel, der für den taktilen Taster und ein Kugel-Kalibriernormal verwendet wird; dieser bezieht sich auf den Winkel vom Kugeläquator zum Pol.
Vergrößerung - Mit dieser Option können Sie die Vergrößerung auf die Einstellung "Maximum" setzen oder die <Aktuelle> Vergrößerung verwenden. Um die höchstmögliche Genauigkeit sicherzustellen, sollten Sie bei der Versatzkalibrierung des optischen Tasters für die Vergrößerung die Einstellung "Maximum" verwenden. Die Standardeinstellung lautet "Maximum".
Zonenerfassung - Wählen Sie einen Prozentsatz aus der Auswahlliste aus, um den Anteil der Zone festzulegen, der in die Messung einbezogen wird. Der Standard lautet 10 %.
Startwinkel, Endwinkel und Prozentsatz für die Zonenerfassung definieren zusammen die Position und Größe der optischen Messziele um den Kreis herum. Bei größeren Kreisen und höheren optischen Vergrößerungen kann die Geschwindigkeit wesentlich verbessert werden, indem der Prozentsatz für die Zonenerfassung verringert wird. Informationen hierzu finden Sie im Thema "Beispiel-Optik-Kreisziele für die Kalibrierung von Tasterversatz-Parametern".
Z-Probemessungen - Dieser Wert gibt die Anzahl der Z-Probemessungen an, die zur Berechnung der Z-Position durchgeführt werden. Der Standardwert lautet 5.
Beleuchtung XY - Dieser Wert gibt an, welche Beleuchtungsquelle für die XY-Messungen verwendet werden soll. Normalerweise wird eine Beleuchtung unterhalb des Stativs oder von unten für den Bohrungsrand der Ringmesslehre verwendet. Dieser Wert kann ebenfalls auf <Aktuell> eingestellt werden, um die aktuellen Beleuchtungseinstellungen zu verwenden.
Beleuchtung Z - Dieser Wert gibt an, welche Beleuchtungsquelle für die Z-Messungen verwendet werden soll. Normalerweise wird die Oberkante oder Ring für die Oberfläche der Ringmesslehre verwendet. Dieser Wert kann ebenfalls auf <Aktuell> eingestellt werden, um die aktuellen Beleuchtungseinstellungen zu verwenden.
Die Einstellung <Aktuell> beinhaltet für beide Beleuchtungseinstellungen, ob Glühbirnen für die Ringlichter ein- oder ausgeschaltet sind.
Wenn Sie die für Ihre Kalibrierung passenden Beleuchtungseinstellungen gefunden haben, dann erstellen Sie hierfür einen Beleuchtungssatz. Damit können diese Einstellungen schnell wieder aufgerufen werden.
Parametersätze - In diesem Bereich können Sie Sätze für Ihren optischen Taster erstellen, speichern und gespeicherte Sätze verwenden. Diese Information wird als Teil der Tasterdatei gespeichert und beinhaltet die Einstellungen für Ihren Optiktaster. Dieser Parametersatz kann einschließlich der Messroutinefunktion "Auto-Kalibrierung" bei späteren Kalibrierungen abgerufen werden.
So erstellen Sie Ihre eigenen, selbst benannten Parametersätze:
Bearbeiten Sie die gewünschten Parameter im Dialogfeld Tasterversatz kalibrieren.
Geben Sie im Bereich Parametersätze im Feld Name einen Namen für den neuen Parametersatz ein, und klicken Sie auf Speichern. PC-DMIS zeigt eine Meldung an, die Sie über die erfolgreiche Erstellung des neuen Parametersatzes informiert. Um einen gespeicherten Parametersatz zu entfernen, wählen Sie diesen aus und klicken Sie auf Löschen.
Klicken Sie auf Kalibrieren. Sie werden gefragt, ob das Kalibriernormal bewegt wurde oder sich der KMG-Nullpunkt geändert hat:
Wählen Sie Ja, wenn PC-DMIS die aktuelle Kalibriernormalposition auf dem Stativ noch nicht gemessen hat.
Wählen Sie Nein, wenn das Kalibriernormal bereits mit einem anderen Tastertyp gemessen wurde.
Klicken Sie bei der Erinnerung an die Kalibrierung der Tastspitze auf OK.
Wenn das Kalibriernormal verschoben wurde, oder wenn die Option Man + CNC ausgewählt ist, nehmen Sie die 3 manuellen Fadenkreuzpunkte gleichmäßig verteilt um die obere Seite der Bohrung des Bezugskreises auf. Wobei die Plattformposition, einschließlich des Fokus, je nach Bedarf korrigiert werden kann. Die restliche Kalibrierfolge wird automatisch ausgeführt. Dabei konzentriert sich die Kalibrierung auf die obere Kante der Bohrung, misst einen Bohrkreis, bewegt sich dann zum Z-Fokusversatz relativ zur Bohrung und führt die Z-Position-Fokusmessungen durch. Die Tastspitzen-Versatzdaten werden mit dem gemessenen Versatz aufgrund der Ringkalibriernormal-Messung aktualisiert. Wenn eine Verschiebung auf der Plattform bestätigt wurde, bestimmt diese Messung die XYZ-Position des Kalibriernormals auf der Plattform.