Identifiez un point de mesure Z sur la surface de l'anneau. La position de ce point est définie dans les coordonnées machine et s'applique au centre supérieur de l'alésage du gabarit d'anneau. Cela peut se faire à l'aide de « Boîte à outils palpeur : onglet gabarit ». Ces valeurs sont utilisées lors de l'ajout d'un outil anneau.
Dans la boîte de dialogue Calibrer palpeur, sélectionnez dans la liste déroulante Calibrer le décalage du palpeur.
Sélectionnez l'outil nécessaire dans la Liste d'outils disponibles ou cliquez sur Ajouter pour définir un nouvel outil.
Dans cet exemple, vous pouvez indiquer un outil d'anneau de 20 mm avec les valeurs suivantes :
ID d'outil : anneau de 20 mm
Type d'outil : ANNEAU
Diamètre : 20
Point Z décalage X : 15
Point Z décalage Y : 0
Point Z décalage Z : 0
Début de profondeur de référence : 1 (pour s'adapter au chanfrein sur l'alésage de l'anneau)
Fin de profondeur de référence : 14
Décalage du focus : -0,5 (indique la distance en Z depuis la surface supérieure jusqu'à la hauteur de focus du cercle d'alésage)
Voir « Annexe B : Ajout d'un outil anneau ».
Cliquez sur Calibrer pour ouvrir la boîte de dialogue Calibrer le décalage du palpeur.
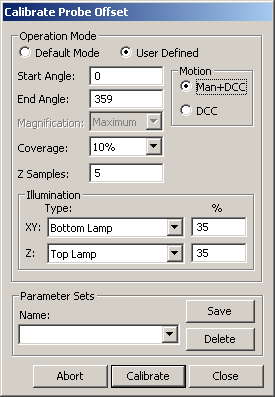
Boîte de dialogue Calibrage du décalage de palpeur
Définissez les paramètres suivants si nécessaire :
Mode opération - Mode par défaut utilise les valeurs par défaut. Défini par l'utilisateur vous permet de modifier les valeurs.
Mouvement - Le mode Man+CND requiert que trois points manuels soient pris au début de la séquence, que vous indiquiez ou non que la position de l'outil a changé. Les points restants sont pris automatiquement. Le mode CND prend automatiquement tous les points, à moins que vous n'indiquiez que l'outil s'est déplacé.
Angle de départ - Angle en degrés dans un système de coordonnées cartésien tel qu'affiché en regardant vers le bas ou –Z. Un angle de départ de valeur 0 serait aligné avec l'axe +X. Un angle de départ de 90 serait aligné avec l'axe +Y. La valeur par défaut est 0.
Angle de fin - Angle en degrés dans un système de coordonnées cartésien tel qu'affiché en regardant vers le bas ou –Z. Un angle de fin de zéro serait aligné avec l'axe +X. Un angle de fin de 90 serait aligné avec l'axe +Y. La valeur par défaut est 359.
Les angles de départ et de fin indiqués ici sont différents de ceux utilisés pour le palpeur de contact et un outil sphérique, qui mettent en relation l'angle de l'équateur de la sphère avec le pôle.
Zoom - Cette option vous permet de définir le grossissement à Maximum ou d'utiliser le zoom <Actuel>. Pour une précision optimale, vous devez utiliser le zoom « Maximum » pour calibrer le décalage du palpeur Vision. « Maximum » est le réglage par défaut.
Couverture - Ce pourcentage définit la partie de la zone incluse dans la mesure. La valeur par défaut est 10 %.
L'angle de départ, celui de fin et le pourcentage de couverture définissent l'emplacement et la taille des cibles de mesure d'affichage autour du cercle. Pour des tailles de cercles et des grossissements optiques supérieurs, une amélioration significative de la vitesse peut être obtenue en réduisant le pourcentage de couverture. Voir la rubrique « Exemple de cibles de cercles Vision pour calibrer les paramètres de décalage du palpeur ».
Échantillons Z - Il s'agit du nombre d'échantillons Z pris pour calculer la position Z. La valeur par défaut est 5.
Éclairage XY - Cette valeur indique quelle source d'éclairage utiliser pour les prises de mesures XY. Normalement, l'éclairage inférieur ou sous la table est utilisé pour l'arête de l'alésage du gabarit anneau. Cette valeur peut aussi être définie à <Actuel> pour utiliser les réglages d'éclairage actuels.
Éclairage Z - Cette valeur indique quelle source d'éclairage utiliser pour les prises de mesures Z. Normalement, l'éclairage du haut ou de l'anneau est utilisé pour la surface du gabarit anneau. Cette valeur peut aussi être définie à <Actuel> pour utiliser les réglages d'éclairage actuels.
L'utilisation de <Actuel> pour les réglages d'éclairage inclut si les lampes anneau sont allumées ou éteintes.
Si vous trouvez des réglages d'éclairage qui fonctionnent bien pour le calibrage, créez une prise d'éclairage rapide, afin que ces réglages puissent être rapidement rappelés.
Ensembles de paramètres - Cette zone vous permet de créer, d'enregistrer et d'utiliser des séries enregistrées pour votre palpeur Vision. Ces informations sont enregistrées dans le fichier de palpeur et comprennent les paramètres de votre palpeur Vision. Cet ensemble de paramètres peut être récupéré pour des calibrages ultérieurs, notamment l'élément de calibrage automatique de routine de mesure.
Pour créer vos propres séries de paramètres identifiés :
Dans la boîte de dialogue Calibrer le décalage du palpeur, modifiez des paramètres.
Dans la zone Ensembles de paramètres, tapez un nom pour la nouvelle série de paramètres dans la zone Nom et cliquez sur Enregistrer. PC-DMIS affiche un message informant que le nouvel ensemble de paramètres a été créé. Pour supprimer un ensemble de paramètres enregistré, sélectionnez-le et cliquez sur Supprimer.
Cliquez sur Calibrer. Un message demande si l'outil de qualification a été déplacé ou sur le zéro de la machine a changé :
Sélectionnez Oui si PC-DMIS n'a pas mesuré l'emplacement d'outil réel sur la table.
Sélectionnez Non si l'outil a déjà été mesuré avec un type de palpeur différent.
Cliquez sur OK pour le rappel que le contact doit être calibré.
Si l'outil a été déplacé ou que le mouvement Man+CND est sélectionné, prenez les trois points de réticule manuels à des distances égales autour du haut du cercle d'alésage de référence. Ajustez la position de la table, y compris le focus, si nécessaire. Le reste de la séquence de calibrage s'exécute automatiquement. Elle fait le focus sur l'arête supérieure de l'alésage, mesure le cercle d'alésage, se déplace vers le décalage de focus Z relatif à l'alésage et prend les mesures du focus de la position Z. Les données de décalage du contact de palpeur sont mises à jour avec le décalage mesuré en fonction de la prise de mesures de l'outil anneau. Si vous avez confirmé que les outils ont été déplacés, celle-ci détermine l'emplacement XYZ de l'outil sur la table.