Med det här kalibreringsförfarandet kan du bestämma mäthuvudsoffset för ditt optiska mäthuvud. Med PC-DMIS Vision kan du även kalibrera konfigurationer med flera sensorer som har olika typer av mätspetsar. Till exempel kan ett optiskt mäthuvud och ett beröringskänsligt mäthuvud mäta samma normaler för att etablera ett gemensamt referenssystem för offset. De kalibrerade offsetvärdena för varje mätspets korshänvisas i relation till en gemensam normal, som t.ex ett ringmätdon eller en sfär. Mer information finns i "Relation mellan mätspetsar och normaler".
Kalibrering av mätspetstyper (oavsett om de alla är beröringskänsliga mätspetsar eller en kombination av beröringskänsliga mätspetsar, optiska mätspetsar eller lasermätspetsar) mot en gemensam normal gör att mätningar tagna med en mätspets kan användas med mätningar tagna med en annan mätspets.
När kalibrering av mäthuvudsoffset används
Mäthuvudskalibrering används vid följande tillfällen:
När du har flera mäthuvden i mätsystemet
När du har ett videomäthuvud med olika förstoringar (så som 1X- och 2X-objektiv på dubbla virtuella kameror)
Det spelar ingen roll vilken mäthuvudstyp du kalibrera först. Dock kalibrerar du på en mätmaskin vanligtvis det brytande mäthuvudet först och på en optisk maskin med flera sensorer det optiska mäthuvudet först. Under kalibreringen av det andra mäthuvudet måste du svara Nej på frågan "Har kalibreringsnormalen flyttats, eller maskinens nollpunkt ändrats?".
När läget på bordet för normalen är känt och mätspetsoffset har kalibrerats en gång från dialogrutan Mäthuvud kan steget Autokalibrering av aktiv mätspets läggas till i mätrutinen för att kalibrera mäthuvudsoffset som en del av mätrutinen. På samma sätt som för ett beröringskänsligt mäthuvud kommer körningen av Autokalibreringen att baseras på den angivna parametergruppen.
Mer information om optiska mäthuvuden finns i "En kommentar till mäthuvudsdefinitioner" och "Överväganden för optiska mäthuvuden".
Kalibrering av mäthuvudsoffset har expanderats för att stödja kalibrering av offset för beröringskänsliga mäthuvuden och optiska mäthuvuden med en sfär eller ringmätdon. Användningen följer de allmänna reglerna för kalibrering av mätspetsoffset och diameter.
Innan du påbörjar kalibreringen av ett optiskt mäthuvud måste du kalibrera optisk mittpunkt (för en zoomcell), synfält och belysning för det optiska mäthuvudet. I det här exemplet används en ringnormal för mätningen.
Kalibrera offset för optiska mäthuvuden
CWS-sensorer har inte någon flik i dialogrutan Inställningsval. Mer ingående information om kalibrering av offset för CWS-sensorer finns i "Steg 4: Kalibrera laser mäthuvudet" i dokumentationen för PC-DMIS Laser.
Identifiera en Z-mätpunkt på ringens yta. Läget för denna punkt definieras i maskinkoordinater och är relativt till den övre centrumpunkten för ringmätdonets hål. Detta kan utföras med hjälp av dialogrutan "Mäthuvudsverktyg: fliken Mätdon". Värdena används när ett ringmätdon läggs till.
Välj Kalibrera mäthuvudsoffset från listrutan i dialogrutan Kalibrera mäthuvud.
Välj den normal som krävs i listan Tillgängliga kalibreringsnormaler eller klicka på Lägg till för att definiera en ny normal.
I det här exemplet kan du ange en 20 mm ringnormal med följande värden:
Normal-ID: 20 mm Ring
Normaltyp: RING
Diameter: 20
0-pkt X-offset: 15
O-pkt Y-offset: 0
0-pkt Z-offset: 0
Referensdjup start: 1 (för att ge plats för hålets fasning)
Referensdjup slut: 14
Fokusoffset: -0.5 (anger du avståndet i Z från toppytan till fokushöjden för hålets innersida)
Klicka på Kalibrera för att öppna dialogrutan Kalibrera mäthuvudsoffset.
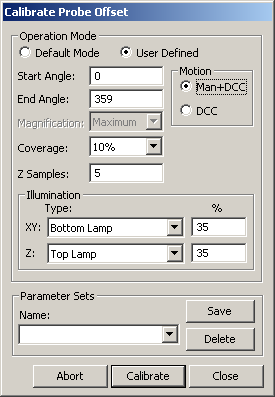
Dialogrutan Kalibrera mäthuvudsoffset
Ställ in följande parametrar efter behov:
Arbetsläge - Standardläget använder standardvärdena. Med Användardefinierat kan du ändra värdena.
Rörelse - Läget Man+CNC kräver att 3 manuella punkter tas vid starten av sekvensen oavsett om du har indikerat att läget för normalen har ändrats. De återstående punkterna tas automatiskt. I läget CNC tas alla punkter automatiskt såvida du inte har indikerat att normalen har flyttats.
Startvinkel - Vinkel i grader i ett rektangulärt koordinatsystem som det ser ut uppifrån, eller –Z. En startvinkel på noll är uppriktad mot +X. En startvinkel på 90 är uppriktad mot +Y-axeln. Standardvärdet är 0.
Slutvinkel - Vinkel i grader i ett rektangulärt koordinatsystem som det ser ut uppifrån, eller –Z. En slutvinkel på noll är uppriktad mot +X. En slutvinkel på 90 är uppriktad mot +Y-axeln. Standardvärdet är 359.
Start- och slutvinkeln som specificeras här skiljer sig från vinkeln som används för det brytande mäthuvudet och sfärnormalen, som relaterar till vinkeln från sfärens mittlinje till polen.
Förstoring - Med det här alternativet kan du ställa in förstoringen till inställningen 'Maximal' eller använda den <nuvarande> förstoringen. För att säkerställa bästa noggrannhet bör du använda förstoringen "Maximal" för att kalibrera offset för ett optiskt mäthuvud. Standardinställningen är "Maximal".
Täckning - Procenttalet definierar den del av zonen som ska innefattas i mätningen. Standardvärdet är 10 %.
Startvinkeln, slutvinkeln och procenttalet för täckning definierar tillsammans läget och storleken för de optiska mätmålen runt cirkeln. För stora cirklar och optiska förstoringar kan betydande förbättringar i hastighet uppnås genom att minska procenttalet för täckning. Se "Exempel på optiska cirkelmål och parametrar för kalibrering av mäthuvudsoffset".
Z-stickprov - Det här värdet är antalet Z-stickprov som tas för beräkning av Z-läget. Standardvärdet är 5.
XY-belysning - Det här värdet indikerar vilken belysningskälla som ska användas för XY-mätningar. Normalt används belysning av underdelen eller underbordet runt hålet i ringmätdonet. Detta värde kan även ställas in till <Nuvarande> för att använda de befintliga belysningsinställningarna.
XY-belysning - Det här värdet indikerar vilken belysningskälla som ska användas för Z-mätningar. Normalt används belysning av toppen eller ringen för ytan på ringmätdonet. Detta värde kan även ställas in till <Nuvarande> för att använda de befintliga belysningsinställningarna.
Inställningen <Nuvarande> för belysningsinställningarna inkluderar om lamporna i ringbelysningen är på eller av.
Om du hittar belysningsinställningar som fungerar bra för kalibrering kan du skapa en belysningskonfiguration så att dessa inställningar snabbt kan återkallas.
Sparade inställningar - Med det här området kan du skapa, spara och använda sparade grupper för det optiska mäthuvudet. Informationen sparas som en del av mäthuvudsfilen och innefattar inställningarna för det optiska mäthuvudet. Parametergruppen kan hämtas för senare kalibreringar, inklusive funktionen autokalibrering i mätrutinen.
Så här skapar du egna sparade inställningar:
Ändra eventuellt parametrarna i dialogrutan Kalibrera mäthuvudsoffset.
Ange ett namn på den nya parametergruppen i rutan Namn i området Sparade inställningar och klicka på Spara. Du får ett meddelande i PC-DMIS om att den nya parametergruppen har sparats. För att ta bort en sparad inställning markerar du den och klickar på Ta bort.
Klicka på Kalibrera. Du får ett meddelande med frågan om kalibreringsnormalen har flyttats eller maskinens nollpunkt ändras:
Välj Ja om det faktiska läget för normalen på bordet inte har mätts av PC-DMIS.
Välj Nej om normalen redan har mätts med en annan typ av mäthuvud.
Klicka på OK för påminnelsen att spetsen måste vara kalibrerad.
Om verktyget har flyttats eller om rörelsen Man+CNC är vald tar du 3 manuella punkter med hårkorset jämnt fördelade runt överkanten på hålets cirkel. Justera bordets läge, inklusive fokus, efter behov. Resten av kalibreringssekvensen körs automatiskt. Den fokuserar på hålets övre kant, mäter hålets cirkel, flyttar till Z-fokusoffset relativt till hålet och utför fokusmätningarna för Z-läget. Mätspetsens offsetdata uppdateras med det mätta offsetvärdet baserat på mätningarna på ringnormalen. Om du bekräftade att normalen har flyttats fastställer denna mätning normalens XYZ-läge på bordet.
Mer:
Exempel på optiska cirkelmål och parametrar för kalibrering av mäthuvudsoffset
Offset för beröringskänsligt mäthuvud